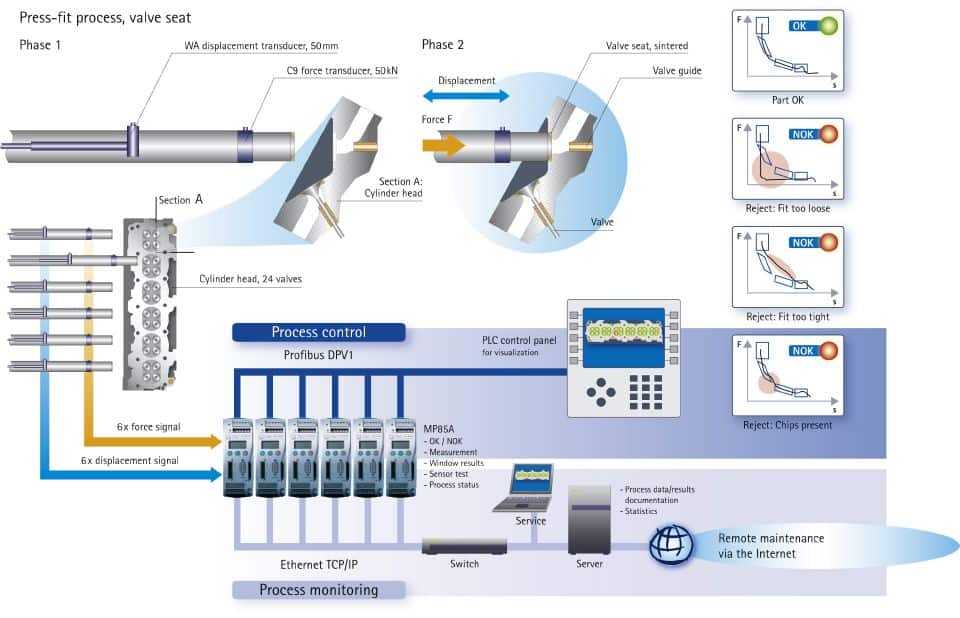
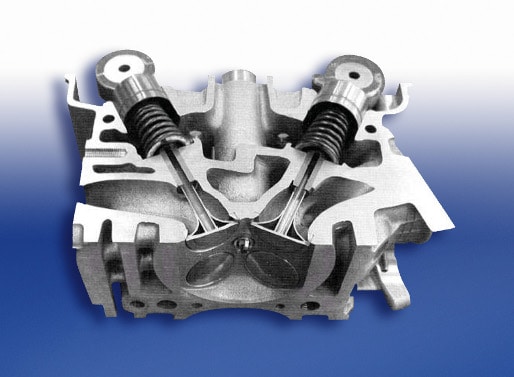
内燃机的阀座和气门导管需要承受特殊的负载。包括热负载,点火产生或阀盘硬关闭时产生的压力。这是为何新一代内燃机使用烧结材料的原因。对于 24 缸盖的装配时间,出于经济的原因,需要大幅缩短,汽车工业要求是70秒或者更少。
采用 FASTpress 缩短气缸的装配周期

过程监控…
在气缸总成过程,压装阀座时,需要能从力/位移的特性曲线中检测到错误,并判断其产生的原因。所有的过程数据必须被储存,以便能在需要时召回。一个中央 PLC 负责对所有设备进行控制。.
…采用 MP85A FASTpress 控制器
MP85A 通过工业 Profibus 总线接口和设备控制 PLC 连接,并通过以太网络PC 并行监控。因为 MP85A 具备 Profibus DPV1 功能,所有可以通过 PLC 进行控制。铸造阀体的的外部公差会受到实际的压装位移干扰,这意味着你需要增加 “not OK” (NOK) 的限制,使敏感的错误不被识别。
HBM PME Assistant 软件提供多种检测错误的功能,在压装过程中,每个阀座被有自己的容差窗口和自己的评估标准。 这能够随时找出问题的所在。

探测错误的原因
NOK 曲线可以通过 PME Assistant 软件快速捕获。并可通过日期,零部件序列号,甚至是缸盖的压装点来进行搜索。
采用 PME Assistant 软件进行数据采集和处理
NOK 曲线可以通过 PME Assistant 软件快速捕获。并可通过日期,零部件序列号,甚至是缸盖的压装点来进行搜索。
智能测量技术提高效率
MP85A 上带有的以太网口可以讲测量曲线和结果直接传输并储存到生产线上的电脑或文件服务器中。并可通过 TCP/IP 协议直接连接到现存的网络结构中。这样不仅保证了数据的安全性,还可进行远程诊断和维护。

