2. Hochleistungs-Traktionsbatteriesystem
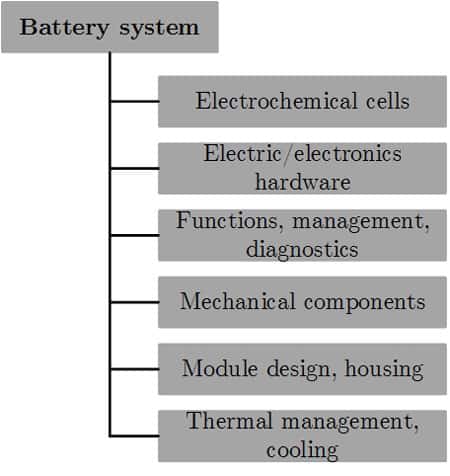
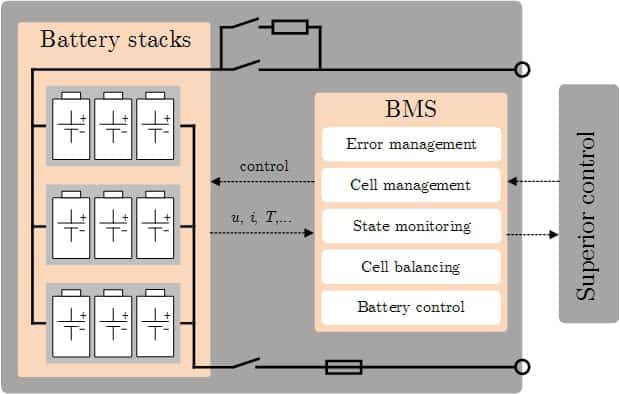
Die folgenden Ausführungen beziehen sich nur auf die Lithium-Ionen-Batterie, da diese Technologie das Potenzial besitzt, die heutigen Anforderungen an Energie- und Leistungsdichte für die Anwendung in Elektrofahrzeugen (EFZ) [1] zu erfüllen. Wie in Abbildung 1 und 2 gezeigt, besteht ein Batteriesystem aus verschiedenen komplexen Teilsystemen. Diese Einzelkomponenten müssen eng miteinander koordiniert werden, um einen sicheren und optimalen Betrieb zu gewährleisten. Durch Zusammenschalten einzelner elektrochemischer Zellen können hohe Systemspannungen und Kapazitäten erreicht werden. Damit das Batteriepaket insgesamt die geforderten Spannungen und Ströme bereitstellt, enthält es viele einzelne Zellen, die in Reihe und parallel geschaltet werden. Für die Anwendung in Traktionsbatterien kann das Paket mehrere hundert Einzelzellen enthalten. Üblicherweise wird der große Zellenstapel in kleinere, als Module bezeichnete Stapel unterteilt. In jedem der Module werden die Zellen zusammengelötet, um eine elektrisch leitende Bahn für den Stromfluss herzustellen. Ein Batteriepaket besteht aus mehreren dieser Module. Die Module können auch Kühlsysteme, Temperaturüberwachungen und weitere Vorrichtungen enthalten, beispielsweise zum Zellenausgleich. Der Zellenausgleich ist wichtig für die Lebensdauer des Batteriesystems, denn ohne Ausgleichssystem entwickeln sich im Lauf der Zeit zu starke Spannungsunterschiede zwischen den einzelnen Zellen. Dies führt zu einer raschen Kapazitätsverschlechterung des gesamten Batteriepakets [2].