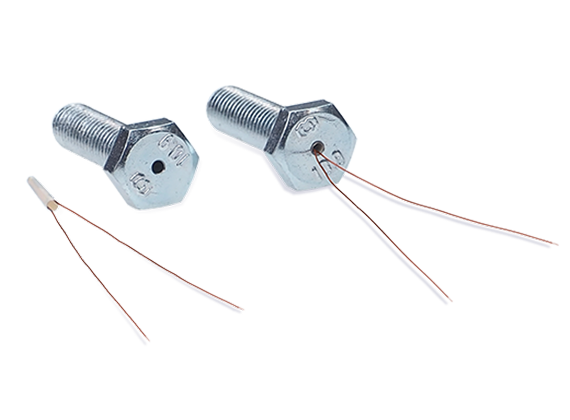
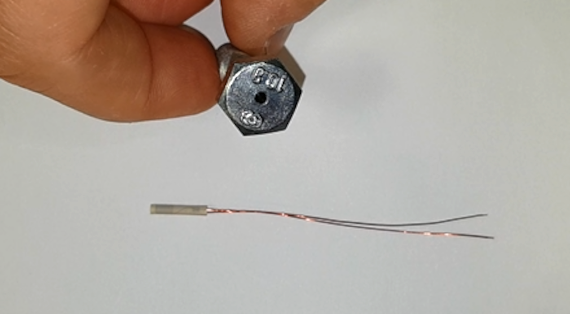
1. Im nächsten Schritt entnehmen Sie einen der Dehnungsmessstreifen aus der Verpackung.
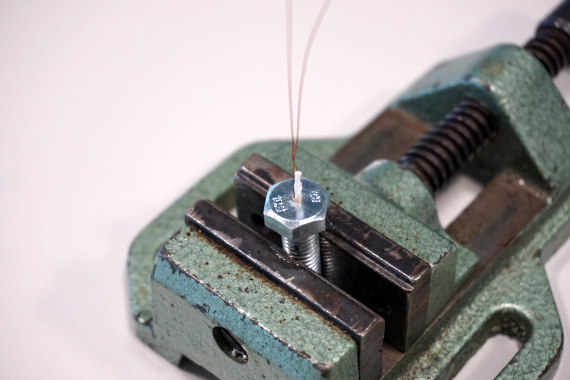
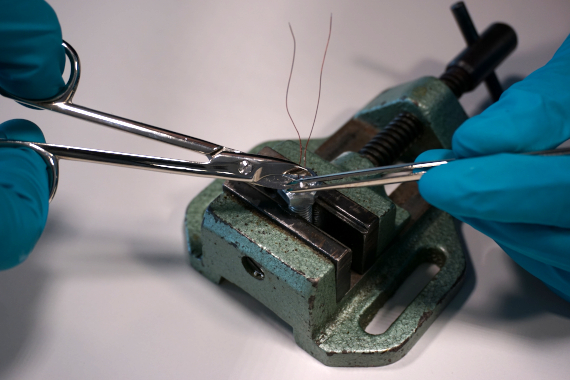
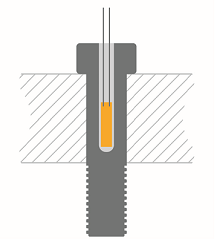
2. Schneiden sie mit einer Schere ein ca. 20mm langes Stück Teflonschnur von der Rolle (Im Lieferumfang von 1-EP70) ab. Greifen sie den DMS an den Kupferlackdrähten mit einer Pinzette und führen sie die Teflonschnur in den zylindrischen DMS ein. Legen sie den vorbereiteten DMS auf einer sauberen Unterlage ab.