Real-time communication for precise and flexible measuring amplifiers in industrial applications using Industrial Cloud communication
The Industrial Internet of Things (IIoT) is shaped by the Internet of Things (IoT) and self-optimizing value chains, and the vertical and horizontal networking of companies is essential to it. Networking guarantees a uniform exchange of information and thus an efficient cooperation between all the participants of a value-added network. It offers a wide range of applications such as Joint administration of machines, programs, and tools, as well as the monitoring of a product’s processing status or a machine’s need for maintenance at any location.
The resulting requirements for the system components are high. It is essential that sensors, actuators, and controllers at the production level operate quickly and without delay. This is the only way to ensure isochronous real-time (IRT) communication and safe production processes. Data is merged at the controller level, i.e., fast real-time data is combined with additional diagnostic data. The controllers report the production status and the quality parameters to the process management levels which, at the same time, provide production order data. The product quantity, version, and model are sent to the controller which configures the production system accordingly.

Fieldbuses in an automation environment
Fieldbuses guarantee the required IRT, i.e., measured and diagnostic data are always transmitted in the same time pattern. For this purpose, a fixed range in the data frame for data transmission is reserved for this real-time data. The sizes of these data frames were very limited in the past. On one hand, the data volumes were relatively less, on the other hand, only networks of limited physical size and with high data transfer rates could be implemented. This has changed radically with the advent of Ethernet technology as the medium for data transfer in production. Significantly larger networks and higher data transfer rates (up to the gigabit range) have since been implemented. The topology ranges from 1:1 connections through plant and factory networks to globally networked plants and sites. A major advantage of Ethernet technology is the high availability of network components. Ethernet networks have been used in office communications for quite a long time. The office and manufacturing worlds are definitely converging now. Installations, too, have become significantly less complex, since the network nodes can be interconnected in different ways using linear, star, or mixed configurations.
Selection of fieldbuses
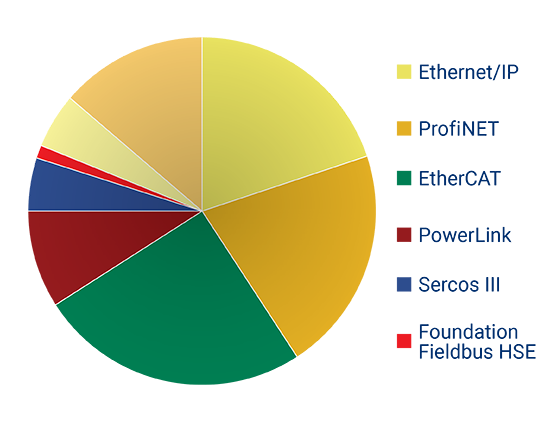
In general, all fieldbuses operate in real time with cycle times ranging from 100 milliseconds to 1 microsecond. It depends on the application which fieldbus is used. In the process industry, a cycle time of 100 milliseconds is sufficient, because processes often are rather slow due to the methods used. Requirements are more demanding in factory automation. Short cycle times in assembly and test require cycle times ranging from 10 to 1 millisecond. In motion control, i.e. the monitoring of moving parts such as rotating rollers, drives, etc., cycle times of few microseconds are required to ensure safe operation. Special fieldbus devices such as PROFINET with IRT protocol, EtherCAT, POWERLINK, or SERCOS have to be used here.
The following diagram shows the different Ethernet-based fieldbuses and their use worldwide:
Modern network components
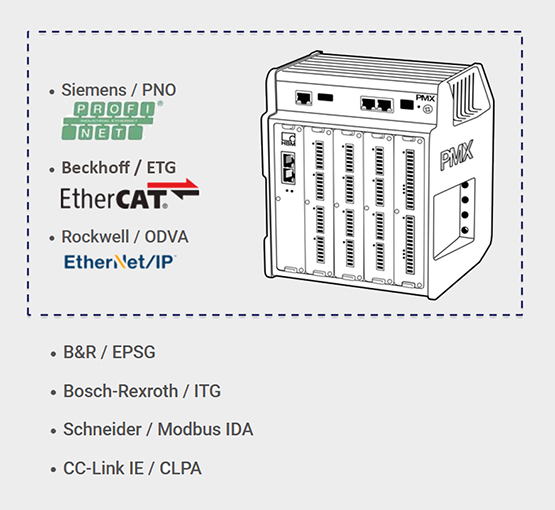
The PMX measurement and control system from HBM can be fitted with PROFINET, EtherCAT, or Ethernet/IP fieldbuses to connect the system to the production levels. When sensors and actuators are connected to the PMX, these connections can be monitored and irregularities reported in real time. In addition, PMX allows the pre-processing of the measured data in real time. A substantial part of the plant controller’s system load is pre-processed in the PMX, and the burden on production itself is relieved.
The system in the Cloud
New applications in production can be opened when system data is stored centrally for decentralized use. We already know this from Cloud solutions such as Google Maps, and it can now be applied to production. First, special requirements such as production control based on batch sizes and material procurement can be laid down. In addition to this, irregularities can be detected, signaled, and avoided. Production becomes more efficient, cost-effective, and largely automated. Manual handling becomes superfluous and service can be controlled as needed.
New interface format required
However, a new interface format is required to allow the efficient transfer of planning and diagnostic data from production to the Cloud: OPC Unified Architecture, in short OPC UA. This is an expansion of the OPC data format which has been standardized and approved as a worldwide standard.
OPC UA, is an industrial machine-to-machine communication protocol. OPC UA is the latest of the OPC specifications developed by the OPC Foundation, and it differs significantly from its predecessors, particularly due to the fact that it enables machine data (control variables, measured values, parameters, etc.) not only to be transferred but also to be semantically described in a machine-readable form.

User benefits
- The new network and communications technologies enable processes to be streamlined and made more transparent.
- Production control becomes easier, since it is extensively automated and remote-controlled.
- Deployment of a lot of manpower and staff trainings are no longer required.
- The systems themselves report on their “health”, which optimizes maintenance.
- Using modern systems in the IIoT helps lower manufacturing costs while boosting quality and speed.
HBM is consistently working on implementing these technologies and has successfully done so with its PMX measurement and control system. In a joint project with Darmstadt Technical University, an existing learning factory has been converted to a Smart Factory where the PMX has been successfully used.