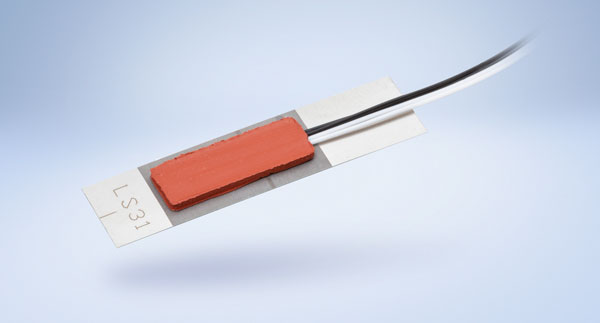
HBM offers weldable electrical and optical strain gauges and sensors. The electrical strain gauges are resistive gauges, while the fiber-optical gauges are based on Fiber Bragg Grating technology.
The Impact of Spot Welded Strain Gauges on Steel Material
Engineers measure strain on strongly impacted areas of their structure, such as crane bars, insertion spots for bridge cables, and other construction elements in ruggedized environments. These areas are designated for notch effects with respect to mechanical stress and could lead to failure. The environment for these applications is rough, which makes it difficult for application of strain gauges applied by adhesive. However, with the welded strain gauges from HBM, it is feasible to test your construction with respect to stress and strain.
Welding procedures commonly known from industry, such as metal inert gas welding (MIG), metal active gas welding (MAG), tungsten inert gas welding (TIG), are immensely rough procedures which influence the base material strongly. Here the surface of the elements to be connected is molten.
The resistance spot welding used for strain gauges impacts the structure only in a minor way.
This article analyzes the influence of the weldable electrical strain gauge LS31 on the base material. These results are also valid for the HBM FiberSensing optical weldable sensors. Several tests have been performed, which show that the impact on the base material is very limited.

Weldable Strain Gauges from HBM

Test of Spot Welding to Base Material
The following test series was performed for an HBM customer by the “Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH.” It proofs the minor impact of spot welding strain gauges to the base material [1].
Test description
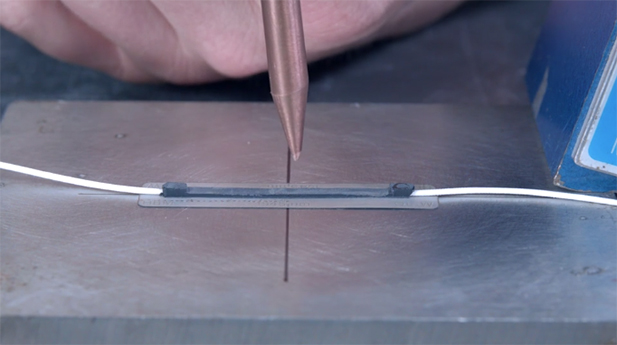
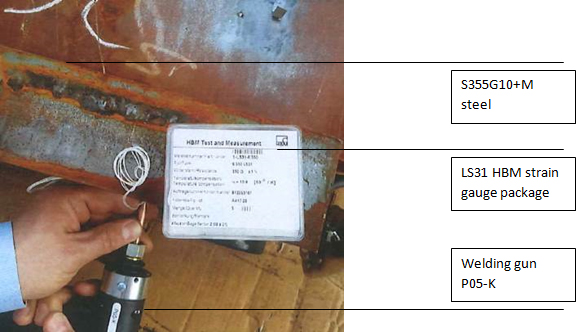
HBM strain gauges were welded onto S355G10+M steel (400 x 200mm, t=80mm). The Heller C39 mobile welding device with contact welding gun P05-K was used to install the HBM LS31 strain gauge to the steel material. Before welding, the surface was grinded down to the bare metal surface.
Different test procedures according to DIN EN ISO 15613 were performed afterwards, which are listed below.
- Visual inspection and peel test
- Microscopic examination
- Hardness test
Examination of Welding and Base Material
1. Visual inspection and peel test (DIN EN ISO 17637)
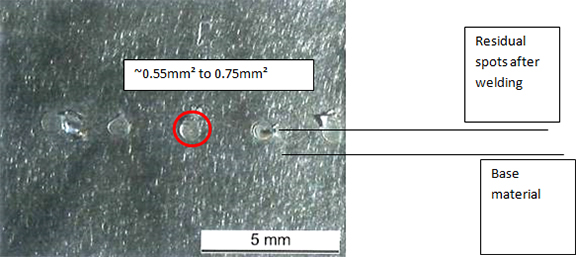
The visual inspection according to DIN EN ISO 17637 and the peel tests show that there are no apparent defects. The surface of the base material does not show cracks in the welding lenses.
The impact on the base material is limited to the area of the welding spot.

After visual inspection, a peel test has been performed. The strain gauge carrier sheet has been pulled off from the base material. It is visible that the strain gauge metal carrier has been torn off, but that no base material has been ripped off. This indicates a strong and rugged connection of the welding spot to the base material. The welding spot can be grinded off afterwards without residuals.
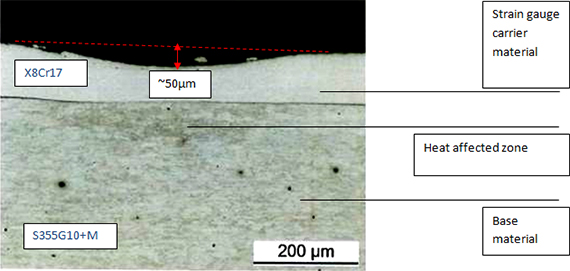
2. Microscopic examination (micrograph picture DIN EN ISO 17639)
A cross section through the welding spot connection between both steel materials is performed afterwards. The material is etched after the peel test, and an optical micrograph is made. The material is examinated via microscope (DIN EN ISO 17639).
The welding has a cross section of ca. 0.5-0.8mm² and a deepth of ca. 0.05mm, which represents a minor impact on the base material. The heat affected zone is clearly visible as a darker structure:
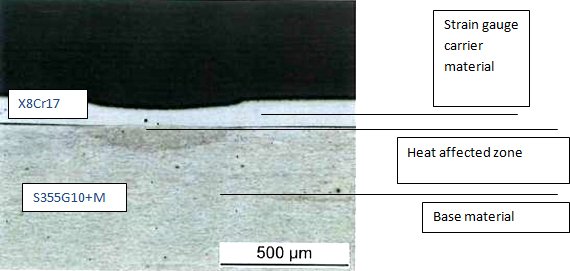
The following cross section shows the same result. The heat affected zone is limited to the weld spot region.
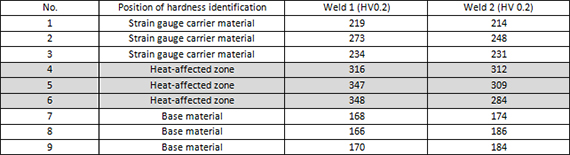
3. Hardness test (DIN EN ISO 9015-2)
A hardness test according to Vickers procedure was performed at different locations in the cross-section.
1-3: in the strain gauge carrier material (X8Cr17)
4-6: in the heat affected zone on the steel bases material
7-9: in the steel base material

The values show an increase of hardness in the heat-affected zone. The maximum limit according to offshore guidelines (350 HV 0.2) was not reached, which means that the testing criterion is fulfilled.
Summary
- The morphological influence of the base material is typically limited to <100µm in depth and <1mm² laterally as observed from the melting line. This is confirmed by the test results of the SLV [1].
- Welding spots make a rugged connection between the steel carrier of the strain gauge and the base material, so that the strain transfer from base material to the strain gauge is given.
- No cracks are visible in the base material or strain gauge after spot welding.
Reference
Report of Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH
[1] Report – No. : PB210-170421-01E REV0 (Welding procedure qualification test according to Din EN ISO 15613 for spot resistance welding of X8Cr17 an S355G10+M
Legal Disclaimer: TECH NOTEs are designed to provide a quick overview. TECH Notes are continuously improved and so change frequently. HBM assumes no liability for the correctness and/or completeness of the descriptions. We reserve the right to make changes to the features and/or the description at any time without prior notice.