
Antes de empezar medir deformaciones, las galgas extensométricas eléctricas primero se adhieren al material de base y después se conectan a un módulo amplificador de puente. La unión entre la galga extensométrica y el cable de conexión al módulo amplificador se suele hacer mediante un punto de soldadura. Para soldar correctamente una galga extensométrica al cable de conexión correspondiente se deben definir una serie de parámetros de proceso, como la temperatura de soldadura. También se debe disponer de un equipo adecuado y, por supuesto, conviene tener algo de experiencia. Una soldadura mal hecha puede dar lugar, por ejemplo, a una deriva del punto cero de la señal de medida o a un fallo completo de la medición causado por un corte de conexión.
Soldadura sin plomo de galgas extensométricas
Vídeo: Cómo soldar galgas extensométricas
Este vídeo repasa rápidamente los distintos pasos para hacer una soldadura:
- Eliminar la capa de óxido de la superficie para soldar (utilizando un lápiz borrador).
- Limpiar la superficie para soldar, con el fin de eliminar los residuos del borrador y otra suciedad (con RMS)
- Estañar la superficie para soldar.
- Estañar el hilo.
- Soldar el hilo a la superficie para soldar.
Puntas de soldadura adecuadas para galgas extensométricas



Puntas de soldadura inadecuadas para galgas extensométricas

¿Cómo se garantiza una fiabilidad máxima en una soldadura sin plomo?
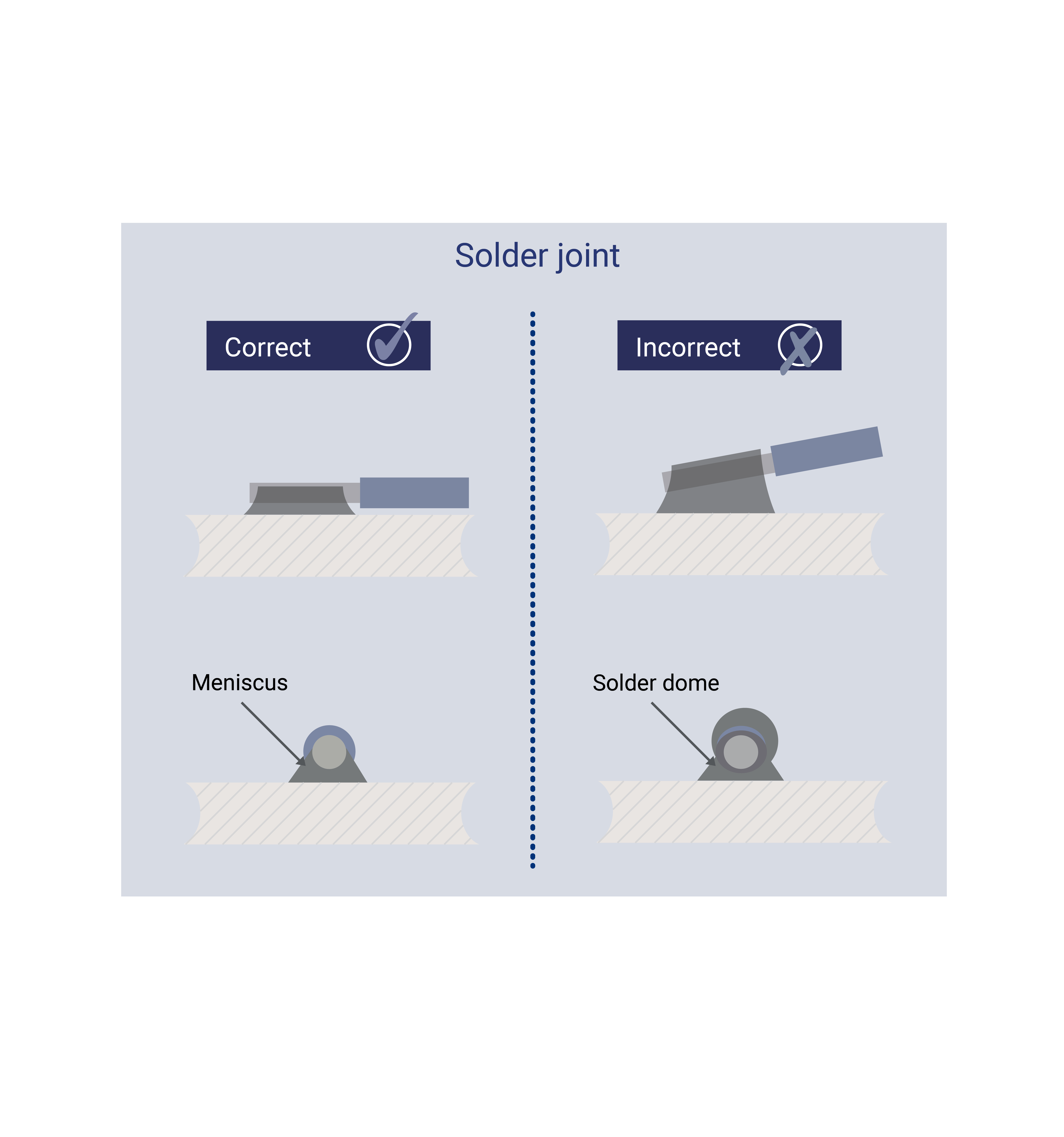
- Hay muchos aspectos que deben tenerse en cuenta a la hora de soldar un cable a una galga extensométrica eléctrica; uno de ellos es la geometría de la punta del soldador. La punta debe tener una capacidad térmica adecuada. Típicamente, las puntas estrechas o afiladas no son adecuadas. Las puntas en forma de cincel y las puntas cónicas redondeadas resultan más idóneas para la soldadura sin plomo de galgas extensométricas.
- Por otro lado, la temperatura de la punta del soldador deben mantenerse dentro de un intervalo específico, para garantizar un proceso correcto.
- Si la temperatura del soldador sobrepasa el límite superior de ese intervalo, puede vaporizar prematuramente el agente fundente utilizado para preparar el material de sustrato. En tal caso, se obtiene un punto de soldadura muy débil. También puede deslaminar el punto de apoyo para soldar de la galga extensométrica, con lo que se reduce la adhesión de los componentes. En cambio, si la temperatura es demasiado baja, no se consigue que el metal fundido “moje” correctamente los componentes. En este caso, se requieren tiempos de soldadura más largos, que pueden dañar el terminal para soldar de la galga extensométrica y reducir la eficacia del equipo de ensayo. La temperatura también es un factor crítico para mantener en buen estado el propio soldador. Un uso muy prolongado puede acelerar la oxidación de la punta de soldadura. Por ello, en las pausas es recomendable reducir la temperatura o apagar por completo el soldador. Lo ideal es que el tiempo de soldadura sea lo más corto posible y estañar la punta del soldador entre un uso y otro, para evitar la oxidación superficial
Soluciones para galgas extensométricas de HBM
En HBM tenemos el compromiso de proporcionarle soluciones y servicios únicos para todas sus aplicaciones con galgas extensométricas. Nuestros conocimientos, servicios y productos están respaldados por más de 65 años de experiencia en desarrollo y suministro de accesorios y componentes para bancos de ensayos en todo el mundo.
Si desea más información sobre cómo cablear galgas extensométricas con técnicas o accesorios innovadores, no dude en contactarnos.