Système de mesure en surveillance de process sur les presses Schuler
Lorsque les vieilles pièces de monnaie sont usées ou abimées, de nouvelles pièces sont alors mises en circulation. Les presses de la société Schuler, située à Göppingen, destinées à la fabrication des pièces sont impliquées dans environ 80 % de la production des pièces de monnaie dans le monde.
Du cash en quelques minutes
Jusqu'à 800 pièces de monnaie sont frappées chaque minute sur la presse, ce qui pour une pièce de monnaie de 2 euro représente alors une somme équivalente à 1600 euros par minute en nouvelles espèces « cash ». La qualité d’une pièce et son aspect visuel sont autant de points essentiels qui dépendent non seulement de l'outil mais aussi de la matière employée, sans oublier la force de frappe utilisée pendant l’opération. La force pouvant aller jusqu'à 150 t est surveillée avec un appareil de mesure.
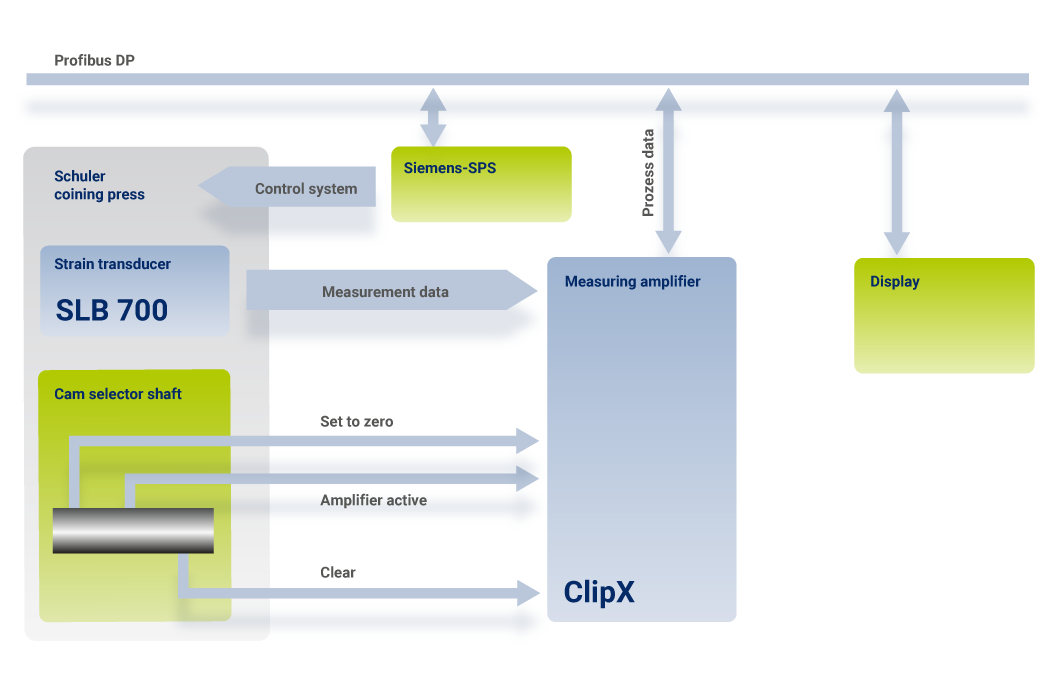
Schuler utilise les systèmes de mesure dynamique de HBM et grâce à la fiabilité des résultats de ces appareils, ils peuvent ainsi surveiller le bon fonctionnement de leurs presses. Schuler utilise une chaîne de mesure constituée de l'extensomètre SLB700A et l'amplificateur de mesure MP85 DP. La force est déterminée en mesurant la déformation de la structure de la machine à l’aide de l’extensomètre SLB700A. Le grand avantage de cette solution est la grande facilité d’installation du capteur à l'aide de quatre vis. Le boitier MP85 DP et logiciel associé permettent un enregistrement très rapide des efforts maximum. La valeur mesurée est transmise par l'intermédiaire de l’interface Profibus à l’automate programmable S7-300A de chez Siemens, où elle peut être comparée avec des valeurs limites supérieures et inférieures réglables.




Surveillance du procédé de fabrication monétaire
Le processus est commandé par un contrôleur à cames (fig. 4), qui fait fonction de « fenêtre de mesure active », « clear » et « mise à zéro » des signaux disponibles pour surveiller la force.
La mise à zéro se fait avant que la fenêtre de mesure soit activée, de manière à compenser un éventuel décalage de zéro. L'enregistrement réel de la valeur maximale de force se fait dans le mode « fenêtre de mesure active» et la valeur est stockée jusqu'à ce que le contrôleur à cames remette à zéro la mémoire de valeur crête avec le signal « Effacement » et le processus recommence.
Presse à flans haut débit jusqu'à 3.000 coups par minute
La surveillance rapide de la force maximale avec le capteur SLB700A associé à l’amplificateur MP85 DP, se fait non seulement sur les presses de pièces de monnaie mais sera bientôt également en service sur les presses de flans haut débit (fig. 6). Contrairement aux presses de pièces, sur les quatre montants de la structure de la presse, la force sur deux montants diamétralement opposé est donc surveillée. Des forces de 100 t à 400 t avec un nombre de 800 à 1.000 coups minute peuvent être mesurées.
Ces presses à flans haut débit sont employées, par exemple pour la fabrication des feuillards métalliques pour moteurs électriques. Le but est également d'augmenter à l’avenir l'exécution dans ce secteur jusqu'à 3.000 coups minute, ce qui signifierait des durées de cycle à moins de 500ms.