

Challenge: Nouveau système de surveillance
Sean Minogue, Ingénieur Structure au service développement et d’ingénierie produits chez Sea Ray, était monté à bord en 2012. Il était chargé de mettre à jour plusieurs processus d’ateliers dans des installations multiples de construction de bateaux chez Brunswick, avec pour objectif un gain de coût et de poids mais aussi sur la possibilité de construire des bateaux avec des tolérances plus élevées. Les méthodes précédentes employées pour surveiller la consommation de la fibre de verre et de la résine étaient moins bien efficace. Par exemple, la consommation de la fibre de verre était évaluée à l’aide d’une roue en rotation autour de laquelle les filaments de fibre de verre étaient enroulés. La consommation de résine était calculée par l’information donnée par un compteur de course lié à une pompe pneumatique. Même lorsque les deux dispositifs étaient opérationnels, ils avaient tendance à être inefficaces et pas spécialement précis.
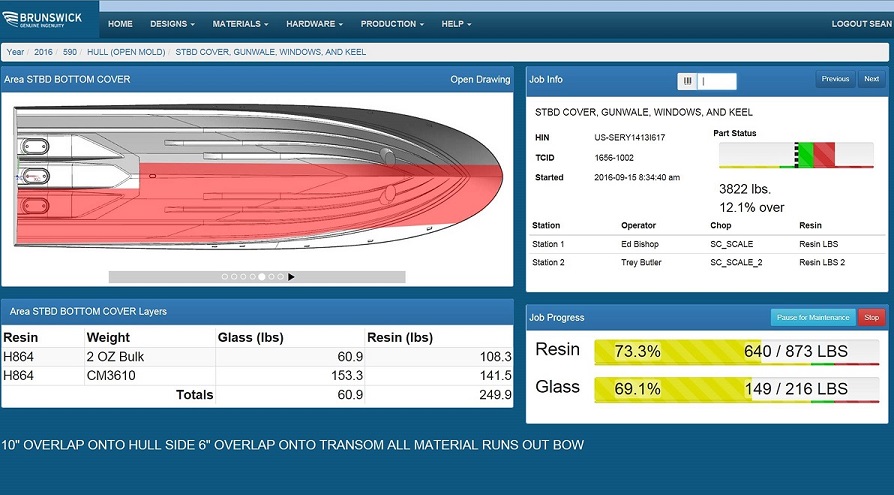
Dans sa proposition pour un nouveau système, Minogue a expliqué, « Le système permettra de suivre une partie la résine, la coupe et tous les autres matériaux en vrac. Cela nous donne une bonne visibilité de notre travail en cours en comparant en temps réel l'utilisation aux données requises. Le système est extensible pour suivre les données de poids, les SKU, les heures de travail, les cycles de traitement, le temps de prise (temps moyen entre le début de la production d'une unité et le début de la production de la suivante), les données historiques de poids, et surtout, fournit des données cibles aux opérateurs en direct. »