This enables a particularly high ratio of durability/weight to be achieved. Moreover, any kind of structure can be created, for instance, suspension components can be optimally designed for external loads. However, these adjustments also change the overall vehicle dynamics. The vehicle behaves completely differently due to the influence of the center of gravity, a changed mass-damper system, and the modified forced excitations by the drive motor.
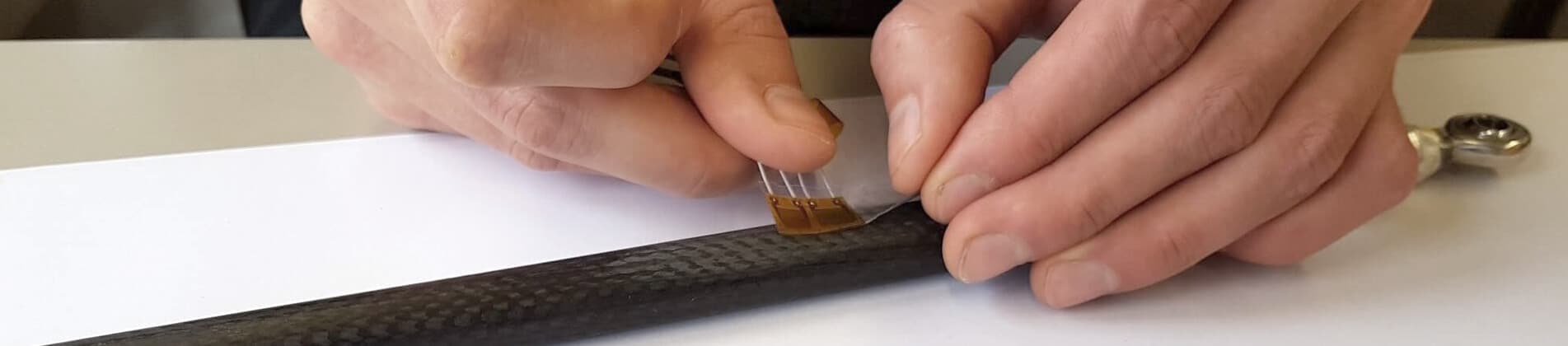
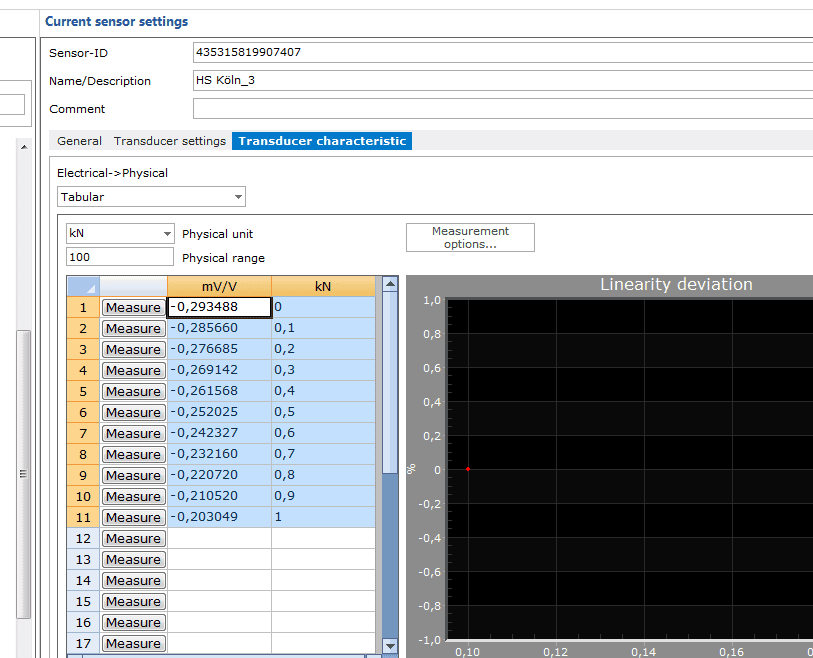
Electric foil strain gauges from HBM are used for chassis development and optimization. They help estimate the force effect.
The basic aim is to find an optimal design – minimum weight while ensuring full operational safety.
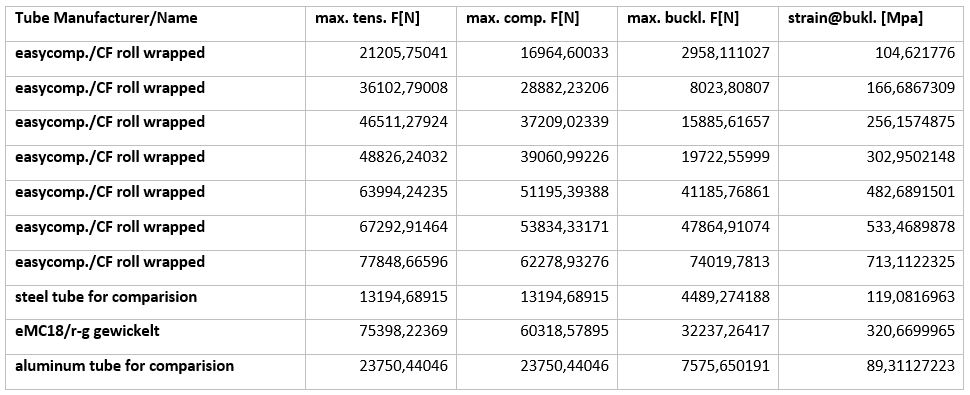
Therefore, the wishbone tubes are being optimized. Different diameters (17-22 mm) with different tube thicknesses (1-2 mm) and lengths are being investigated. The force flow into the monocoque varies depending on the tube length.
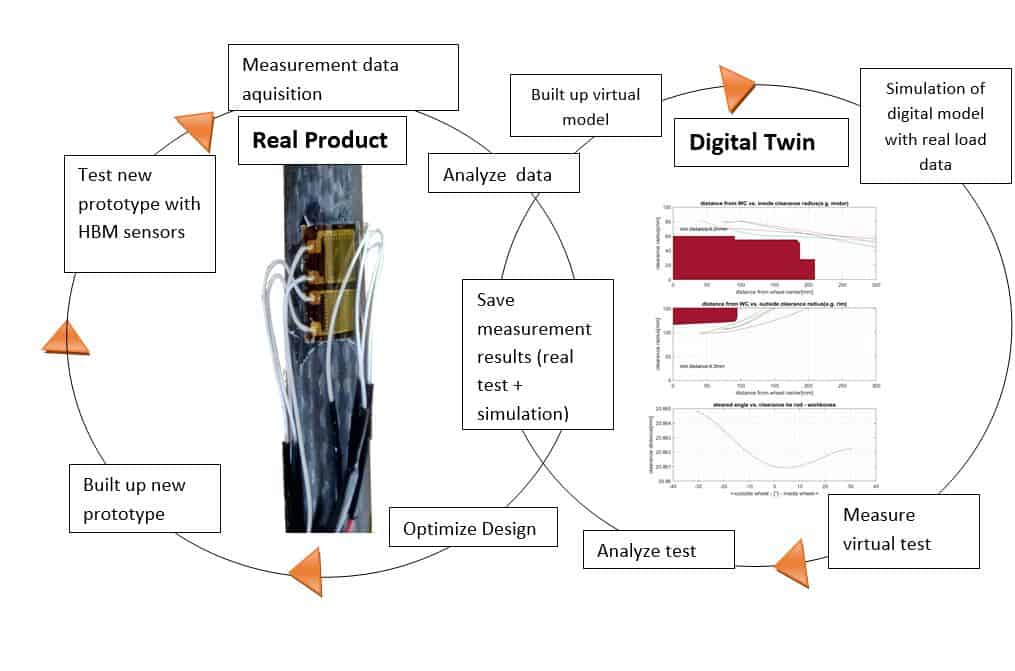
These days, development processes are largely characterized by data exchange between simulation and real-life tests. A key factor in this is that simulation and real-life tests mutually improve the model. The resulting model safely enables a broader, more comprehensive use of simulation, which in turn saves time and costs. This facilitates mapping of the load cases as realistically as possible in the simulation, based on the known real-life forces, thus improving future developments.
Using the example of a wishbone, the interaction of simulation and real-life tests (digital twin) is to be shown.
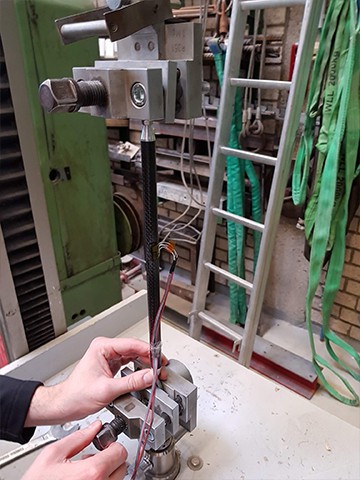
The wishbones are loaded in the chassis as pure tension-compression rods.