Nei motori a combustione, le sedi e le guide delle valvole sono soggette a carichi speciali. Si verificano sollecitazioni termiche e sollecitazioni meccaniche prodotte dalla pressione di ignizione o dal duro impatto dei dischi delle valvole che si chiudono. È questa la ragione per cui si utilizzano materiali sinterizzati nei motori di ultima generazione. I tempi di ciclo, sarebbe a dire i tempi di produzione per assemblare una testa di cilindro a 24 valvole, devono essere continuamente ridotti per ragioni economiche. Per detti cicli, l'industria automobilistica richiede 70 secondi od ancor meno.
Riduzione del ciclo temporale con FASTpress nell'assemblaggio delle teste dei cilindri

Successo del monitoraggio di processo ...
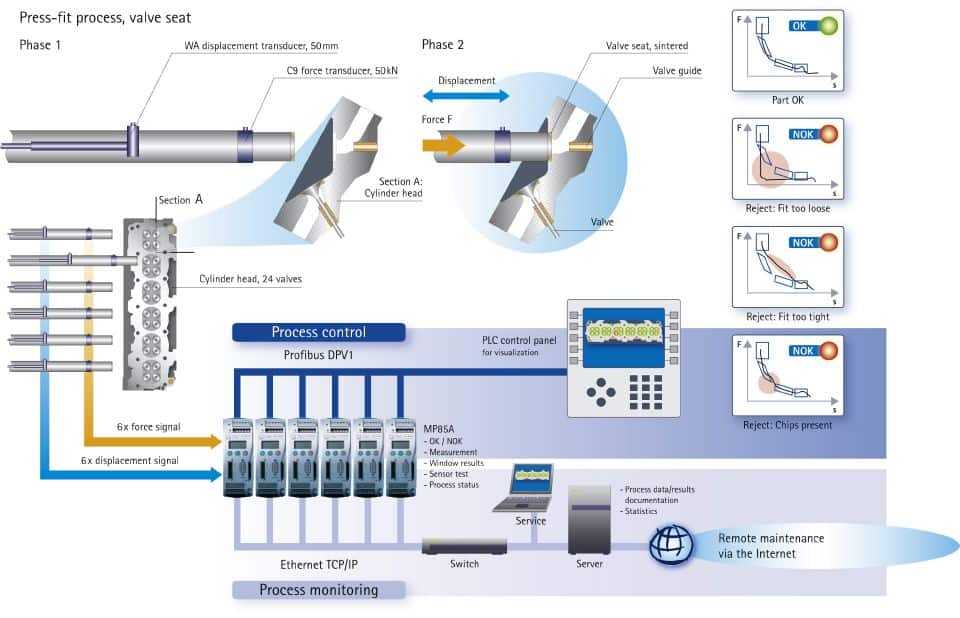
Nell'assemblaggio della testa del cilindro, il requisito importante è il rilevamento degli errori nella curva forza / spostamento prodotta durante il piantaggio della sede della valvola, per trarre le dovute conclusioni riguardo alle loro cause. I risultati del processo devono essere salvati, in modo da poter essere richiamati quando necessario. Un PLC centrale è responsabile di tutto il controllo della macchina.
… con i controllori MP85A FASTpress
Il nuovo MP85A è connesso al controllo macchina mediante il bus di campo Profibus Industriale. Il monitoraggio parallelo su PC è effettuato via Ethernet. Avendo le unità MP85A anche la funzionalità Profibus DPV1, esse possono essere specificamente controllate dal PLC. Le tolleranze esterne della corpo di fusione interferiscono con l'effettivo movimento del piantaggio. Normalmente ciò significa che si devono aumentare i limiti “non OK” (NOK) del sistema di valutazione in modo tale da estendere la sensibilità di identificazione dell'errore finché esso non sia più possibile.
Sebbene le tolleranze esterne del corpo di fusione siano sovrapposte ai movimenti del piantaggio, si possono ora ottenere curve di piantaggio riproducibili.

Ricerca delle cause di errore
Il software PME Assistant della HBM ofre un'ampia gamma di funzioni per rilevare gli errori. Ad ogni sede di valvola della testa del cilindro può essere assegnata la propria finestra di tolleranza con i propri criteri di valutazione per il processo di piantaggio. Ciò fornisce una panoramica di dove si verificano i problemi nella testa del cilindro.
Rilevazione ed elaborazione dati col PME Assistant
Le curve NOK vengono rilevate rapidamente dal software PME Assistant. La ricerca può essere indicizzata dalla data, dal componente e numero di serie od addirittura dal punto di piantaggio richiesto sulla testa del cilindro.
Tecnologia di misura intelligente per una maggior efficienza
La interfaccia Ethernet dell'MP85A consente di trasmettere e salvare le curve ed i risultati direttamente su un PC nella linea di produzione, oppure in un server di file della rete aziendale. Si può interfacciare l'MP85A direttamente alla struttura della rete esistente usando il TCP/IP. Inoltre, per aumentare la sicurezza dei dati, essa permette di effettuare la manutenzione e la diagnosi remote.

