Le nuove monete vengono messe in circolazione quando le vecchie sono difettose od usurate. Le presse per coniatura della società Schuler di Göppingen (Germania) vengono impiegate in circa l'80 % della produzione di monete nel mondo.
Denaro contante in cicli di un minuto
Da una pressa vengono coniate fino ad 800 monete al minuto per cui, con monete da 2 Euro, ciò equivale ad un valore di 1.600 Euro al minuto di "nuovo" denaro contante.
Cruciale per la qualità e l'aspetto della moneta non è solo l'attrezzo ed il materiale utilizzato, ma anche la forza di pressione usata per la coniatura. La forza di coniatura accuratamente definita raggiunge le 150 t e viene costantemente monitorata.
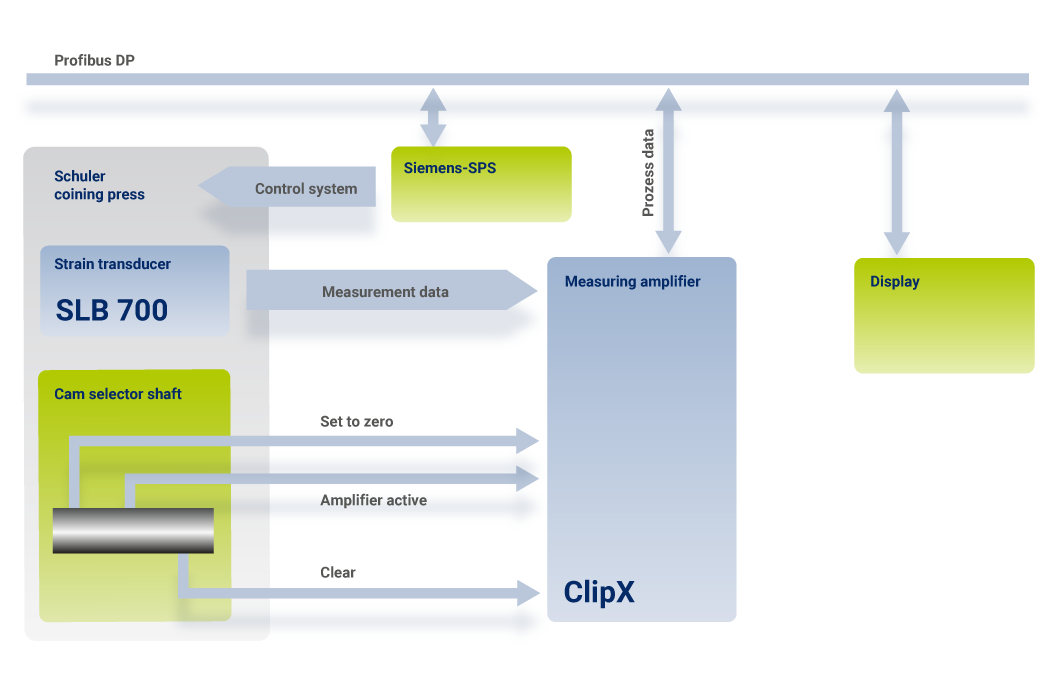
A tal scopo la Schuler impiega la tecnologia di misura altamente dinamica ed affidabile fornita dalla HBM, con una catena di misura comprendente il trasduttore di deformazione SLB700A e l'amplificatore di misura MP85 DP.
La forza viene misurata mediante la rilevazione della deformazione sul basamento della macchina applicando il sensore SLB700A in una derivazione (shunt) della forza. Il grande vantaggio è la facilità d'installazione del trasduttore di deformazione con quattro viti.
L'adattamento del firmware dell'MP85 DP consente l'implementazione della registrazione di picchi di forza molto rapidi. Il valore della forza misurata viene trasferito mediante Profibus al PLC principale S7-300A Siemens, ove viene confrontato e monitorato con i limiti superiore ed inferiore delle soglie di allarme.