- 例えば、ハードウェアインターフェイスは、電気工学および電子工学のレベルで物理システム間を結ぶインターフェイスで、コンピュータ技術で広く使用されているタイプです。コンピュータ用のハードウェアインターフェイスの例としては、PCI バス、USB、Firewire などがあります。
- ソフトウェアインターフェイスは、様々なプロセスおよびコンポーネント間のコマンドやデータの交換に使用します。このタイプは、システムルーチンへのアクセス用、他のプロセスとの通信用、プログラムやクロスプログラムインターフェイスの個々のコンポーネントの接続用などに分類することができます。
- ネットワークインターフェイスを使用することで、コンピュータやネットワークコンポーネントから、コンピュータネットワークにアクセスすることが可能になります。PC 用の典型的なネットワークインターフェイスとしては、Ethernet 規格のインターフェイスがあります。
- ユーザーインターフェイスは、 人間と機械の間を結ぶインターフェース(マン・マシン・インターフェイス)で、人間が装置と情報をやりとりするために使用します。こうした装置は、スイッ チであったり、他の制御エレメントやディスプレイデバイス、あるいは新しいコンピュータではグラフィックユーザーインターフェイス(GUI)であったりす る可能性もあります。最新のデバイスでは、このタイプのインターフェイスがますます重要性を増しています。

例えばコックピットのような最新の制御エレメントは、マン・マシン・インターフェイスとして機能します。写真は、HBM の計測アンプを使用したコックピットのテスト。
これらのインターフェイスはそれぞれ規格化されており、その規格も一連の規則に従って記述されています。利用可能な機能およびその使用方法の記述に 加えて、個々の機能の記述には記号も使用されます。このようにインターフェイスを規格化することで、同じインターフェイスに対応したコンポーネントやモ ジュール同士が交換可能になり、互換性の点で大きなメリットがあります。
オートメーション環境下におけるフィールドバス
機械やシステムを制御して調整するためには、最低でも 1 台のコントローラに加えて様々なセンサや制御エレメントが必要となるのが一般的です。センサおよび制御エレメントは、並列または直列に接続することが可能です。
システム内の機械が複雑化するという事は、並列で配線する場合には多数のセンサや制御エレメントが含まれるため、ケーブル敷設に関わる要件も増大す ることを意味しています。そのためプロジェクトの計画作成、設置、試運転、そしてメンテナンスに関する作業が大幅に増大します。その結果、オートメーショ ン技術では、現場での並列配線がコストと時間の両面において重要な要素となります。
これと比較して、フィールドバスシステムを使用して現場レベルで各コンポーネントをシリアルネットワーク接続する方法では、コスト効 率がはるかに高くなります。フィールドバスは、現場レベルからプロセス制御レベルまで、すべてのレベルを1つのバスケーブルで接続します。またフィールド バスの伝送媒体は、使用するオートメーションデバイスのタイプに関わらず、すべてのコンポーネントをネットワーク接続します。これらのデバイスは現場内の どこにでも分散させることが可能で、接続も現場で分散されて行われます。このことは、最新のオートメーションコンセプトでは強力な通信ネットワークが利用 できることを意味しています。
フィールドバスの選択
使用するフィールドバスシステムの選択に際しては、様々な要素が関わってきます。要件の中には、タイプの異なるシステムで使用されることで、特に高いレベルで満たされるものがあるため、その異なるフィールドバスが特定のブランチでは高いマーケットシェアを示す一方、他の産業部門では(たとえあったとしても)ほとんど見られないという場合も出てきます。
これは例えば、継続運転中に他のバスノードの個々のコンポーネントを交換すること(ホットスワッピング)が可能な特定のバスシステムだけが、多くのプロセスエンジニアリングシステム内で使用できることを意味しています。1 つの機械またはシステム内に多くのデバイスまたはアクスがある場合、個々のノードの同期が 判断基準の 1 つとなるかもしれません。こうした場合には、通信速度またはデータ交換の確定的な挙動が重要な意味を持ちます。シリーズの機械を生産中は、高速かつ効率的 な生産を実現するために設置特性(installation characteristics)がかなり重視されます。
オートメーション技術において、フィールドバスシステムの代わりに Ethernet を使用している場合は、リアルタイム機能が 特に重要な意味を持ちます。リアルタイムという用語は、基本的には定義の問題です。デバイスの同期に関連したリアルタイムはマイクロ秒単位で計測すること ができます。しかしプロセスエンジニアリングの用途では、秒単位で計測した応答時間で十分です。この場合、リアルタイムの挙動は実際の通信速度によって決 定されるのではなく、ネットデータスループットや使用しているプロトコルなど他の要素からの結果から決定されます。
下のグラフは、各インターフェースの世界的な流通状況を示しています(2006 年に新しく設置されたノードの数):
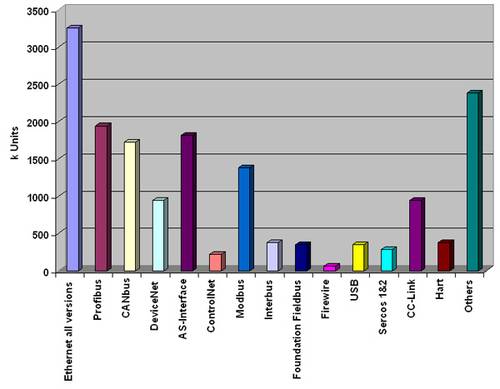
データ伝送の効率という観点から様々なフィールドバスシステムを Ethernet と比較すると、結果は Ethernet の方が値が低くなりますが、これは CSMA/CD 方式を採用していることによります。この方式は、必要不可欠かつ安全な衝突検出方法(Collision Detected)であるという理由から、大きな最小電信長(minimum telegram length)で使用する必要があるからです。しかしこの欠点も、最大で 100 Mbit/秒までの高い転送速度を使用することで補うことができます。ただし、そうした高い伝送速度が実現できるのは、デバイス間をポイント・ツー・ポイントで接続し ている場合に限られ、さらにこうした接続は Ethernet および Interbus システムでのみ可能なものです。ノード間の最大間隔は、Profibus または CAN のような可変伝送速度を使用するシステム内で増大するサイクルレートに従って変化します。したがって、伝送速度が高速になるほど、ケーブル長を短くする必 要があります。このことは、条件が悪ければ、敷設可能な通信距離がわずか数メートルになってしまう可能性さえあることを意味しており、これは閉じたシステ ムやシステムコンポーネント内では必ずしも有利であるとは言えません。いずれにしても、システムコンポーネントや機械モジュールを接続する必要がある場合 には、この有効距離の問題を考慮する必要があります。
システム分割
個々のバスシステムにおける様々な手法上のオプションにより、システム内にシステム分割が発生する可能性があります。つまり、オペレーターは様々なタイプのバスシステムや異なるバスシステムを並列に設置することになります。この場合、各システムの取り扱い、トレーニング、メンテナンスなどに関わる投資がかなり大きなコスト要因となるため、オペレーターは技術的な利点だけを基準として作業を行うべきではなく、費用対効果の詳細な分析も実施する必要があります。使用するコンポーネントの単純化した統合や相互運用は、そうしたコンポーネントを下位または上位のネットワークストラクチャーに接続する作業と同様に重要です。接続は、例えば使用中のバスシステム間の移行を可能にするゲートウェイ(プロトコルコンバータ)などを使用して行うことも可能です。
多層構造のコンポーネントでは、ハブやスイッチ、あるいはルーターのようなオフィス部門で使用されるコンポーネントが生産データの転送や処理にも使用される可能性があるため、Ethernet が常に決定的な役割を担っています。使用している機械やシステムがインターネットに接続されている場合、リモート診断を使用することで、オペレーターは大幅な節約を実現できる可能性があります。ただし、有益な垂直統合を行うには、プロセスデータとシステムステータスの普遍的表現が必要となります。もう一つの要件として、プロジェクトプランニングとインターネットを経由したフィールドバスのパラメータ化があります。
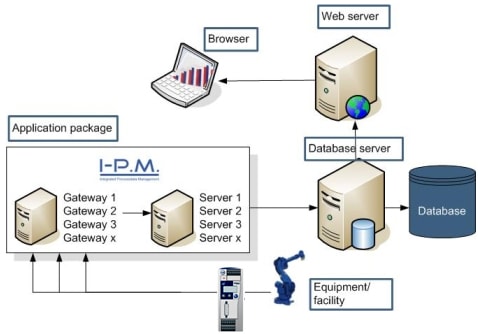
規格化されたソフトウェアインターフェースによる効率的なシステム管理。この図では、IPM プロセスデータインターフェース。
伝送のセキュリティー
機械やシステムへの世界的アクセスは、現在はまだそれほど重要な意志決定基準だと見なされない場合が多いものの、機械やシステムの設計者は、そこで使用されているバスシステムの診断挙動を非常に重視しています。オートメーションシステムで使用されるような電子機器は十分に成熟した強力な製品なので、ZVEI の調査によると、設定の間違いによるエラーが全システム障害の85%を占めています。これらは「進行性の」エラーである場合が多く、数ヶ月あるいは何年も経ってから出現することも珍しくありません。システム稼働率およびその結果としての停止時間の短縮についても、大幅に節減できる可能性があります。したがって、エラーの迅速な検出を可能にする詳細なバス診断が必要となります。エラーを迅速に検出できれば、ダウンタイムだけでなく修理にかかる人件費も節約することができます。
高度な情報デバイスを厳しい産業環境下で使用する機会が絶えず増大している傾向にあるため、最適なフィールドバスシステムを選択する際には、伝送セキュリティーについても検討する必要があります。伝送セキュリティーでは、個々のエラー(例えば EMC の影響によるものなど)も確実にはっきりと認識できなければなりません。エラーの迅速な検出はもちろん重要ですが、ダウンタイムを回避できればさらに好都合です。そのためエラーの防止には、光ファイバーケーブル技術が使用されます。また異なるバスシステムを使用することで、様々な手法上の選択肢が利用可能になります。
産業用 Ethernet およびリアルタイム要件
産業用 Ethernet とは、工業生産で使用されるデバイスのネットワーク化に Ethernet 規格を適用するために実行されるすべての取り組みを示す総称です。産業環境の条件に適合したスイッチ、ハブ、メディアコンバータなどは、産業用 Ethernet 規格に基づいて生産されています。含まれる要件としては、特に DIN レールへの取付け、直流電源(DC 24V)、使用温度範囲の拡張、保護等級の強化、振動耐性などがあり、また多くの場合、フェイルセーフ運転のための特別措置も含まれます。
産業環境下でのネットワーク接続は、機械から機械への直列接続として実行される場合が多いため、産業用 Ethernet ネットワークはリング状にセットアップされる場合がほとんどです。これにより、誤動作は最大でもスイッチ 1 つの範囲内に制限されます。つまりラインが 1 本故障した場合でも、ネットワーク全体としてはそのまま運用を継続することができます。リングでのネットワーク接続の解除は、ラピッドスパニングツリープロトコルを使用して行うか、より高速な応答時間が利用可能な規格外のプロトコルを使用して実行します。無電圧接点を使用すると、エラー検出を迅速に行うことができます。

ワイヤレス通信: HBM のプロセスコントローラ MP85A シリーズは、生産データを WLAN 経由で送信および信号伝達することができます。
結論
情報伝達は、産業用途のあらゆるレベルで非常に重要になっています。様々な取り組みにもかかわらず、これまでのところ異なるシステム間でのデバイス操作が可能な統一規格は規定されていません。しかし個々のアプリケーションでは、産業用 Ethernet が、コストがかなり高いにもかかわらず、その処理能力の高さからフィールドバスシステムに取って代わろうとしています。
HBM では、できる限り多くの現行マーケット規格を提供することを開発における主要な優先事項としています。こうし た開発努力は、計測機器のハードウェアインターフェイスから、オープンソフトアーキテクチャーを使用するもの、FDT のような技術をサポートしているもの、さらに原稿のフィールドバスシステムでプロセスモニタリングに使用されているデバイスの統合に至るまで、幅広い分野 にわたっています。中でも HBM が重点的に扱っているのは、Firewire、Profinet、および EtherCat です。これらの規格は、コストは多少高くなるものの、プロセス速度、データ量の増大、グローバルなネットワーク機能、さらにはリモート診断などから得られるメリットによって、それを十分に補うことができます。