新しい硬貨は、古い硬貨が欠損・摩損したときに交換されることで流通していきます。ドイツ・ゲッピンゲンのシューラー(Schuler)社が製造するコイン用プレス機は、世界の硬貨製造の約80 %に関与しています。
硬貨を1分間のサイクルで製造
硬貨は1分間に1回プレスされ、これによって最大800個の硬貨が造幣されます。2ユーロ硬貨の場合、金額にして毎分1,600ユーロの新しい硬貨が生み出されていることになります。
硬貨の品質と外観に大きく影響する要素には、使用するツールや材料に加え、プレス力があります。最大で150トンのプレス力は、正確に定義づけられてモニタリングされます。
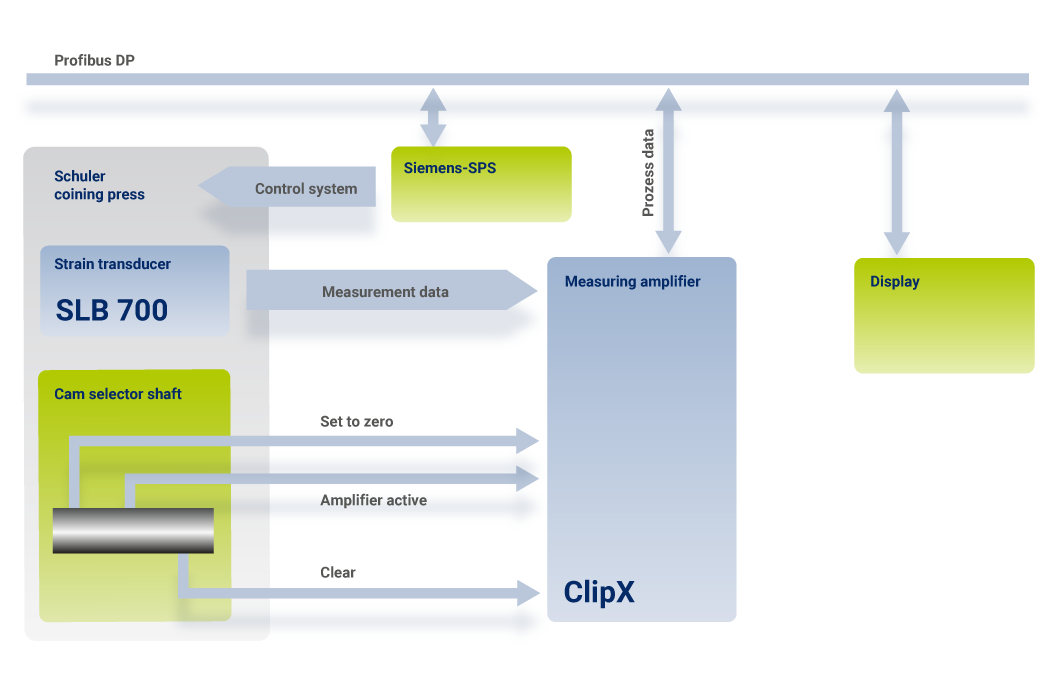
シューラー社では、プレス力のモニタリングのために、HBMが提供する応答性と信頼性の高い計測技術を信頼し、ひずみセンサSLB700Aと、工業アンプMP85 DPから構成される計測チェーンを使用しています。
プレス力は、SLB700Aを使用して、フォースシャント(力の分路)内にあるマシンベースのひずみから計測します。この方法の最大の利点は、4本のネジでストレイン変換器を簡単に取り付けられることです。
MP85 DP用のファームウェアを改造して使用することにより、ピーク力は非常に高速に記録されます。計測値は、Profibus経由でメインのシーメンス製S7-300A PLCに送られ、調整可能な上限値および下限値と比較しながらモニタリングされます。