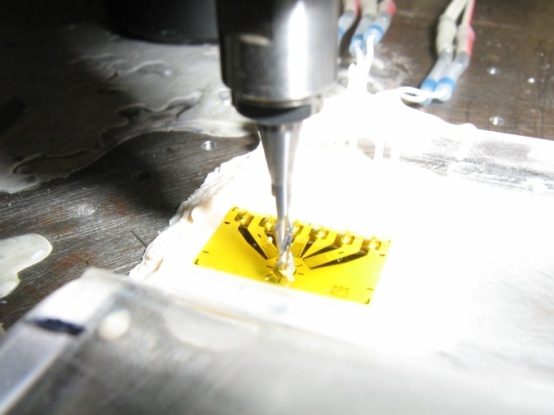
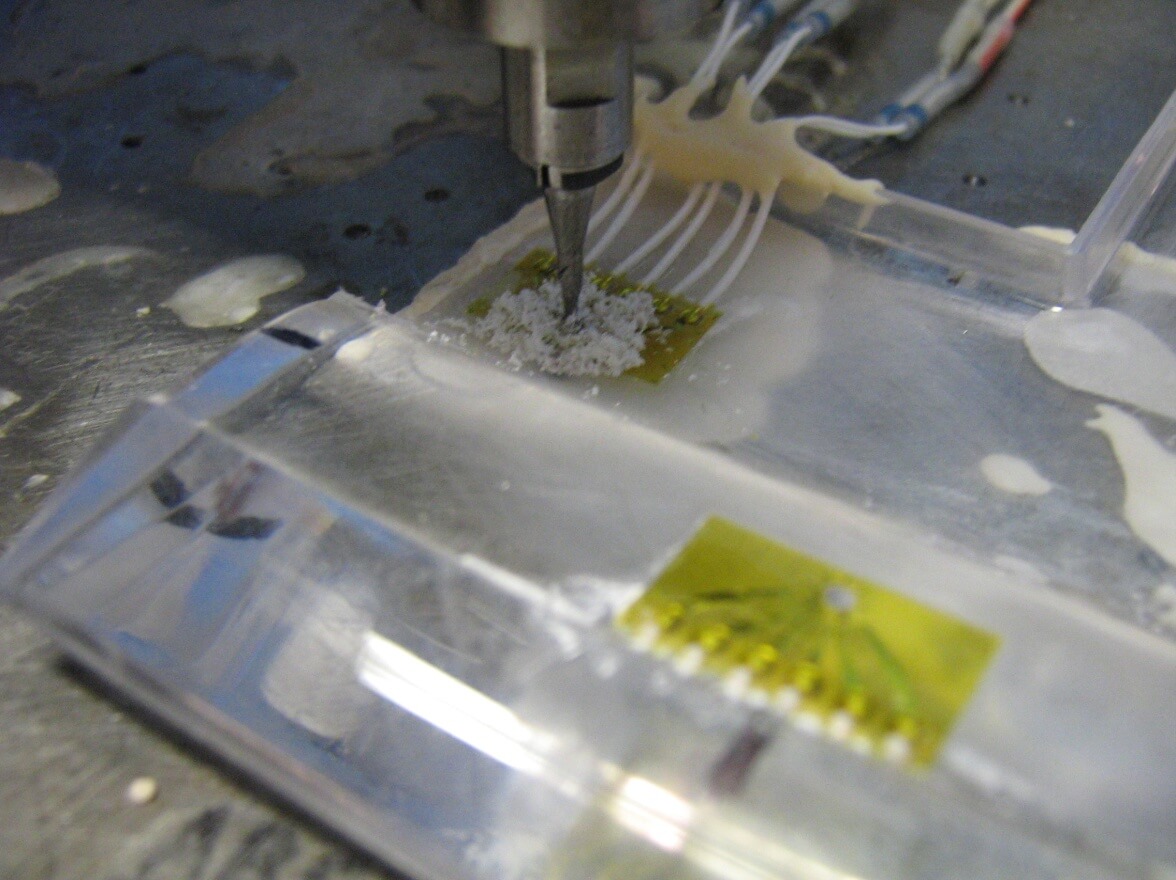
穿孔システムの機械的なセットアップは図1aに示されています。これは、SINT Technology社によって開発され、HBMと共同で販売されている、統合Restan-MTS3000システムに基づいています。
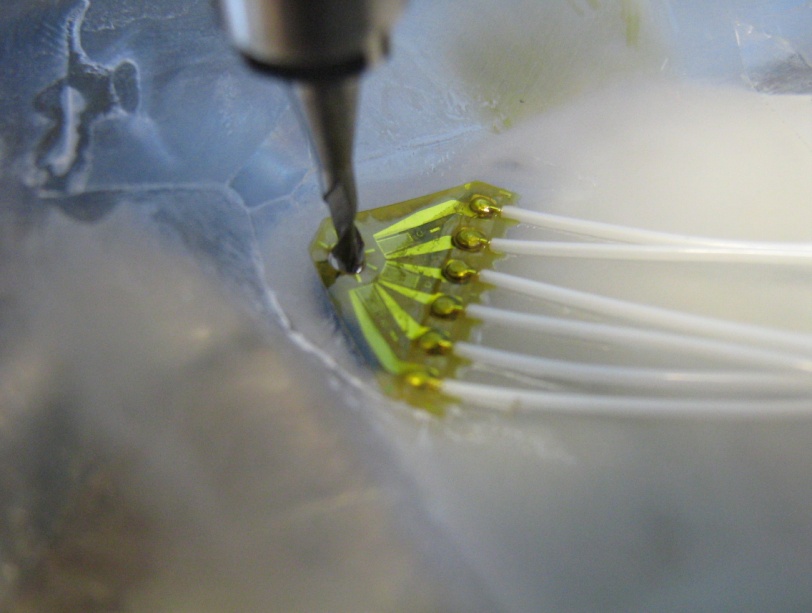
図1bは200RPM未満で穴あけ可能な、特別設計の穴あけ工具を示しています。この速度は局部加熱を最小にし、材料の残留応力の分析を可能にします。ドリルの刃口が図1cに示されています。前進方向に垂直な2つの刃口があるツイストドリルです。低速の送り速度で平底の直径1.6mmの穴を掘ります。
穿孔システムは、電子制御系と制御ソフトウェアによって自動制御されており、穿孔プロセスは完全自動になっています。全体の計測装置は遠隔操作が可能: オペレータからの外的影響が計測プロセスに対して最小化できるので、このオプションをお勧めしています。
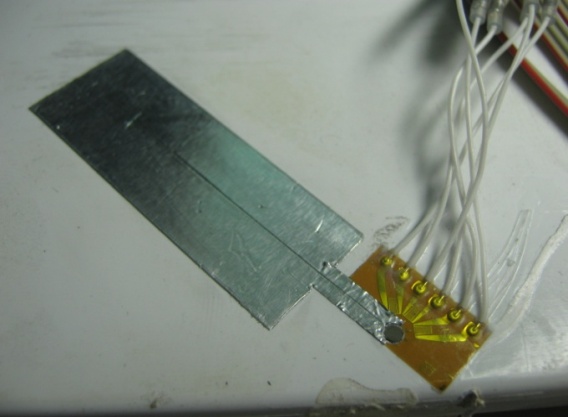
図2は、配線済みタイプの3素子ひずみゲージ・ロゼットを示しています。設置がより速くできるだけではなく、配線時の発熱がないので、望ましいタイプです。サンプルの表面に接着した、ひずみゲージの格子によって計測されたひずみ値を、基準として、テストサンプルに存在する残留応力が決定されます。
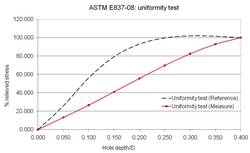
取得データは、SINT Technology社が、特にプラスチック材料のひずみ処理のために製作した、EVALソフトウェアの特別バージョンで処理されました。このバージョンはひずみ計測値を、初期の最適化多項式へ挿入して計算します。ひずみ計測はASTM837Eに準拠した方法で行われます。
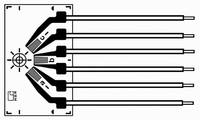
図2-ロゼット:HBM K-RY61-1.5/120R-3配線済みタイプ