力センサU10: 定格力1.25 kN~2.5 MN
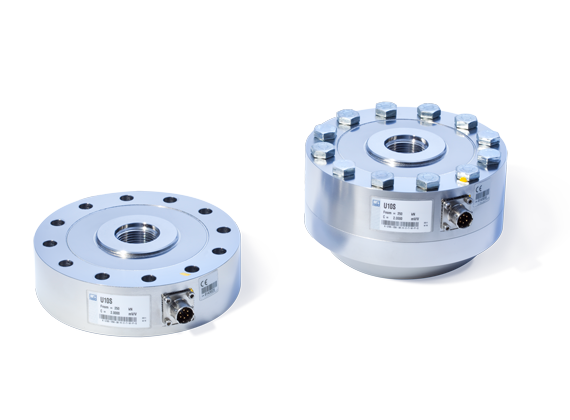
短胴・円筒形の力センサU10は、テストベンチ、材料試験機、その他の高難度な生産現場などのアプリケーションを中心に様々な用途に使用できます。U10はスタティックおよびダイナミックな計測の両方に適しており、HBM精度等級0.02~0.05で引張力と圧縮力の両方を計測できます。
定格力: 1.25 kN~2.5 MN
短胴・円筒形の力センサU10は、テストベンチ、材料試験機、その他の高難度な生産現場などのアプリケーションを中心に様々な用途に使用できます。U10はスタティックおよびダイナミックな計測の両方に適しており、HBM精度等級0.02~0.05で引張力と圧縮力の両方を計測できます。
定格力: 1.25 kN~2.5 MN
大きい計測範囲でも高精度、誤差が小さいので製品テストで不良率が減少し生産性が向上
劣悪な測定条件(例:温度変化、機械的ノイズ)でも高い信頼性
プラグアンドプレイで設置が容易になり時間も節約
| CAD図面をダウンロードする | ||
|---|---|---|
| U10 製品CAD図面 | ||
| U10 アクセサリCAD図面 |
力センサU10Mは、メートルネジで装置に設置できます。 計測範囲:0~1.25 kN、2.5 kN、5 kN、12.5 kN、25 kN、50 kN、125 kN、250 kN、500 kN、1 MN

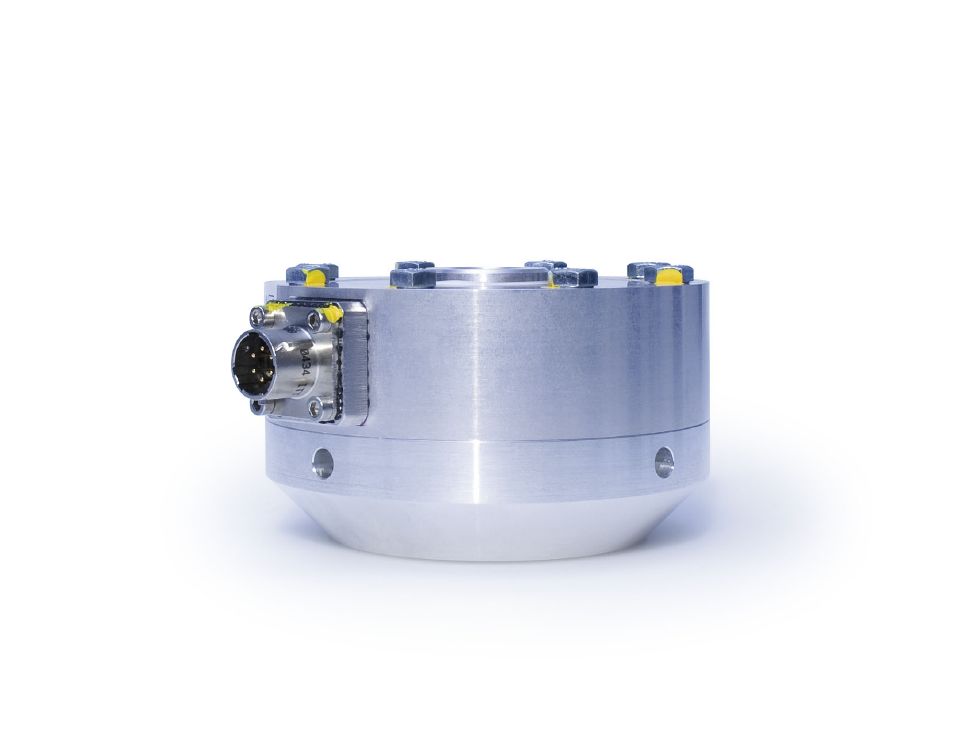
U10M力センサはインチネジ仕様のU10Sが追加されました。アメリカUNF(Unified National Fine)規格準拠のインチネジを採用しています。UNF準拠の機械的コネクタ付き力センサの計測範囲:公称(定格)1.25kN~450kN
| タイトル/詳細 | 言語 | 製品 | 言語 | 技術資料のタイプ |
|---|---|---|---|---|
| データシート | ||||
| U10M - Caractéristiques techniques | French | |||
| U10M - Data Sheet | English | |||
| U10M - Datenblatt | German | |||
| U10M - Prospetto dati | Italian | |||
| U10M - データシート | Japanese | |||
| U10M - 数据表 | Chinese | |||
| U10S - Caractéristiques techniques | French | |||
| U10S - Data Sheet | English | |||
| U10S - Datenblatt | German | |||
| ブローシャー | ||||
| Kräfte sicher messen - Broschüre | German | |||
| Reliable force measurement - Brochure | English | |||
| 設置マニュアル | ||||
| U10M / U10S - Mounting instructions | English, German, French, Italian, Simplified Chinese | |||
| アクセサリ | ||||
| K-CAB-F (câble de liaison) - Caractéristiques techniques | French | |||
| K-CAB-F (cable) - Data Sheet | English | |||
| K-CAB-F (cavo di collegamento) - Prospetto dati | Italian | |||
| K-CAB-F (Kabel) - Datenblatt | German | |||
| K-CAB-F (电缆) - 数据表 | Chinese | |||
| Declaration of Conformity | ||||
| 1-KAB, K-KAB (cable)- 適合宣言 | 多言語 | |||
| U10M, U10S, U15, C10, C15 - EU Declaration of Conformity | 多言語 | |||