복합재료나 섬유강화 복합재료는 기존 재료의 특성을 향상시키기 위해 거시적으로 서로 구분되는 두 종류 이상의 소재를 조합한 재료입니다. 대개 섬유 구조를 수지(기지재료)에 묻힌 후 경화하여 제조합니다.
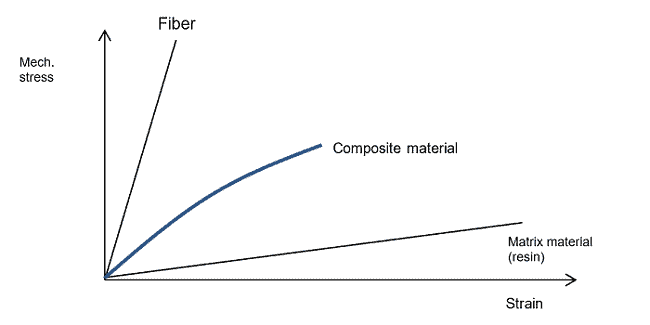
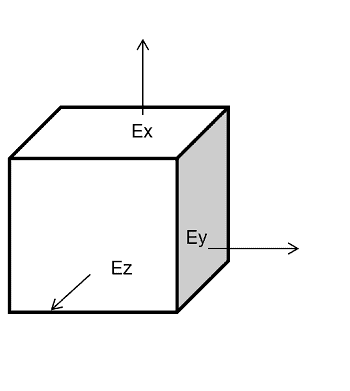
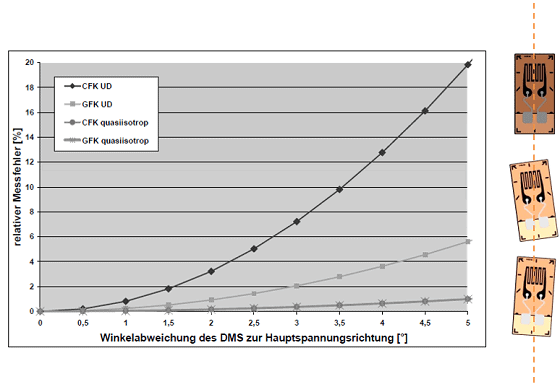
공법들은 대체로 섬유 산업에서 유래합니다. 따라서 이 특정 분야에서 쓰이는 용어는 강화섬유를 직물로 가공하는 과정에서도 사용됩니다. 복합재료의 강도와 강성을 결정짓는 것은 바로 섬유입니다. 정렬된 섬유를 포함하는 재료는 섬유를 포함하지 않은 같은 재료보다 섬유 정렬 방향에서 훨씬 높은 강도를 자랑합니다. 섬유 정렬 방향에 수직으로 힘을 가하는 경우 강성은 뚜렷하게 증가하지 않습니다. 같은 방향에 힘을 가할 시 섬유가 응력을 집중시키는 역할을 하기 때문에 강도는 더 낮아집니다. 실제로 각각 다른 방향으로 정렬된 섬유가 재료에 곧잘 포함됩니다.
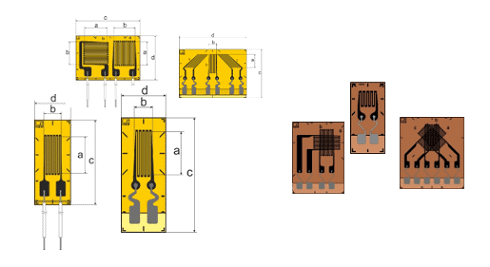
다양한 디자인을 실현할 수 있습니다*:


단방향 섬유 양방향 섬유 단 섬유
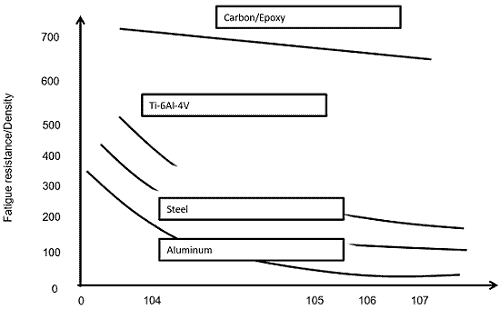
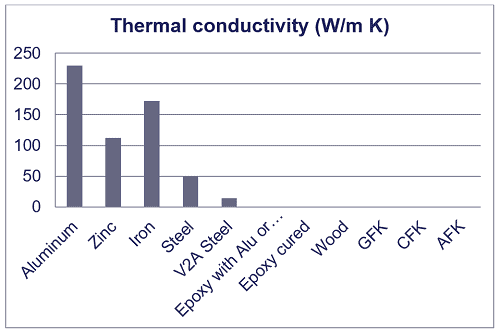
아래 그래프는 섬유가 복합재료의 강도에 얼마나 기여하는지를 나타냅니다.