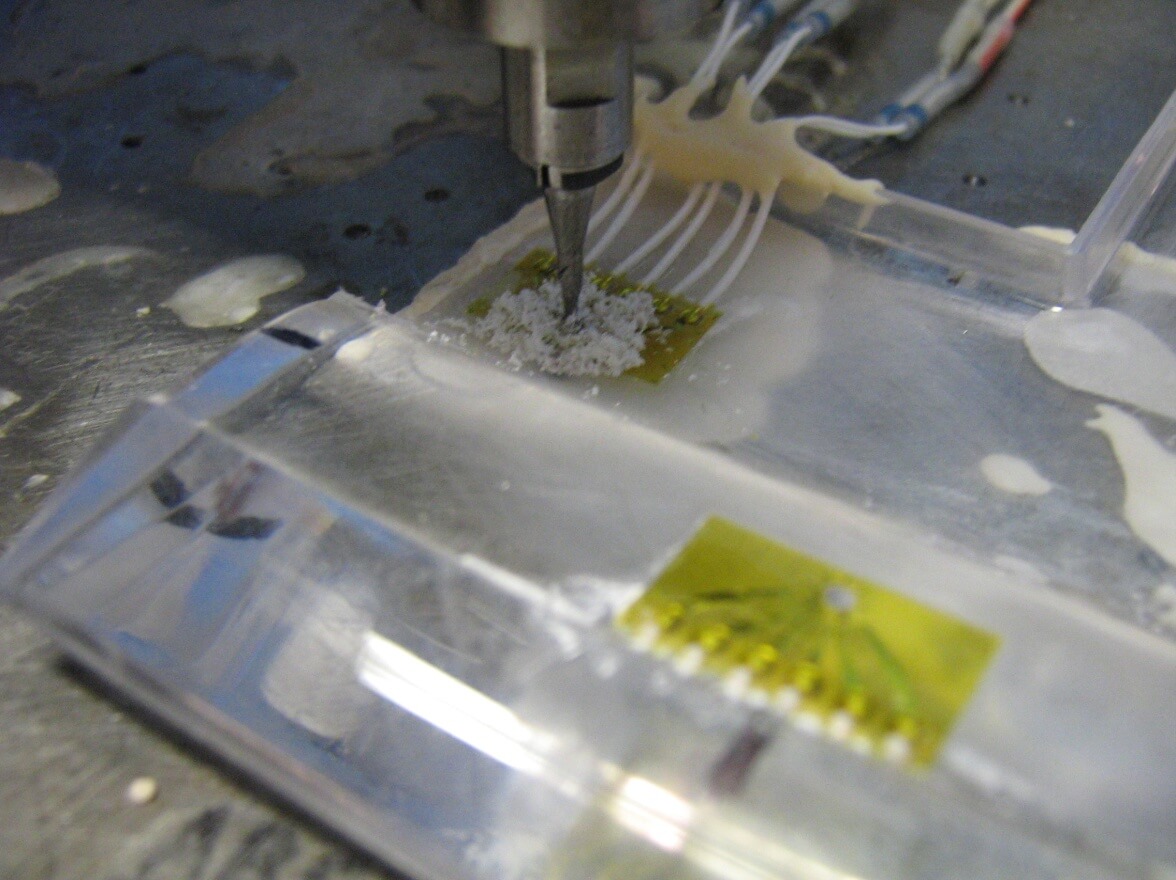
The mechanical setup of the drilling system is shown in figure 1a. It is based on the consolidated Restan - MTS 3000 system developed by SINT Technology and marketed in collaboration with HBM.
Figure 1b shows the specially designed drilling tool that allows holes to be drilled at under 200 RPM. This speed minimizes local heating and residual stresses induced in the material to be analyzed. The cutting tool is shown in figure 1c. It is a twist drill with two cutting edges perpendicular to the direction of advancement, 1.6 mm in diameter, which produces flat-bottom holes at modest feed rates.
The drilling system is powered and automatically controlled by the electronic control system and drilling control software, thus making the drilling process fully automated. The whole measurement apparatus may be remotely operated: this option is advisable as it allows the external influences of the operator to be minimized during the measurement process.
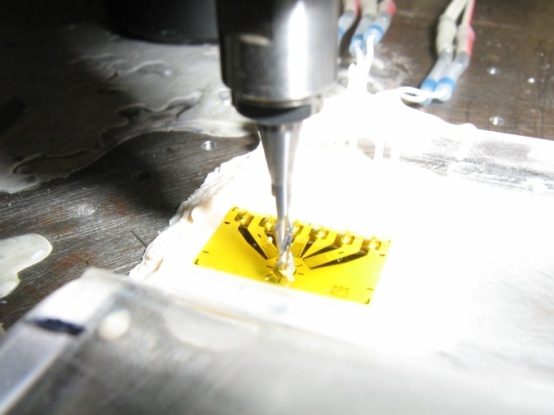
Figure 2 shows a three-element strain gauge rosette of the prewired type, which is preferable for the tests as it not only makes it faster to install but also means no heat is generated by welding wires.The residual stresses existing in the test component are determined starting with the strain values measured by the grids of the strain gauge bonded on the surface of the component.
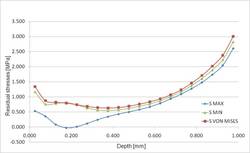
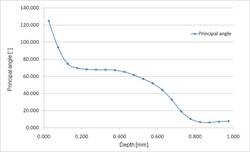
The acquired data was processed using a special version of the EVAL software, produced by SINT Technology srl, specifically for processing the strains in plastic materials. This version applies an initial optimized polynomial interpolation of measured strains. The strain measurements are processed in conformity with the provisions of standard ASTM E837.
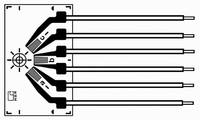
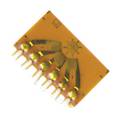
Figure 2 - Rosette: HBM K-RY61-1.5/120R-3 prewired