Lennart Skogh continued: “We can always learn more about the different driving behaviours of our customers, which varies not only between individuals, but also from country to country. Ideally we would like to log how all our vehicles are being driven at all times. This is not yet feasible, but with today’s technology, both when it comes to robust data acquisition systems and methods for mobile data transfer, such as 3G, it has become affordable to bring home great amounts of real life data from the field.”
Optimising your products through the acquisition of real life data
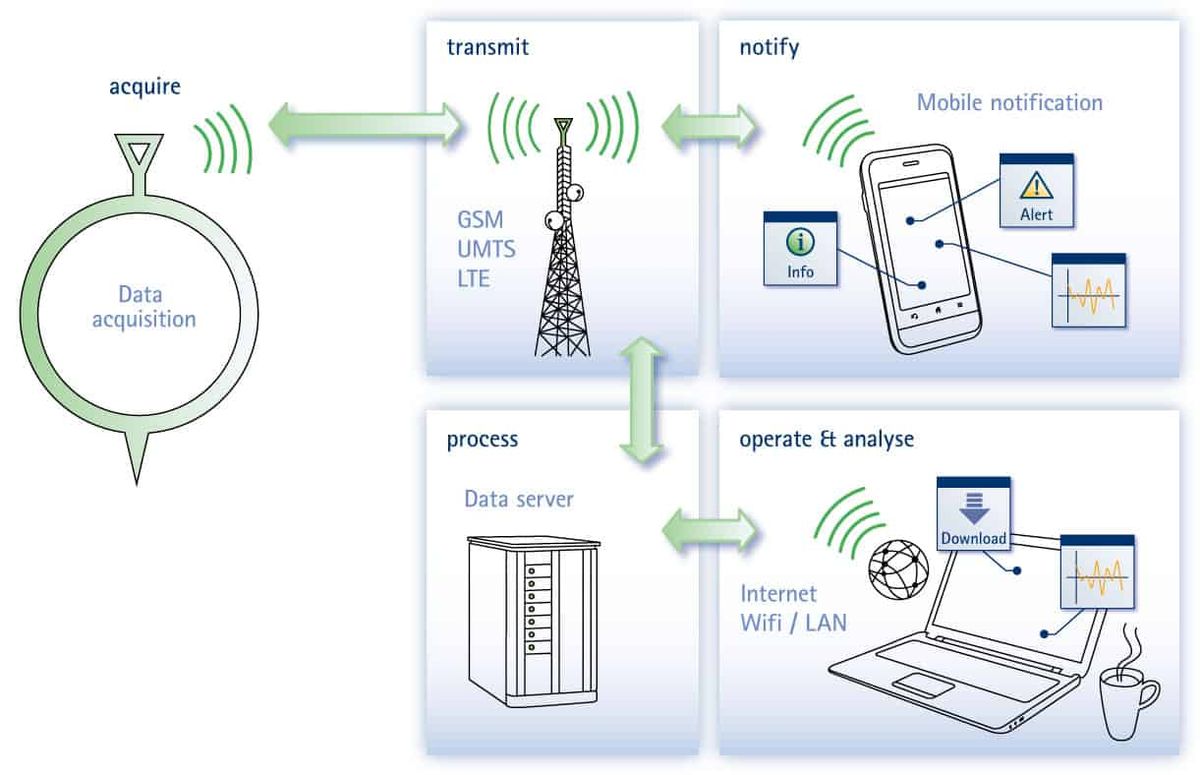
It is every commercial vehicle manufacturer’s dream, regardless of if you are in product development, sales or after market support, to be able to read the mind of the customer at any moment. With today’s rugged data acquisition systems paired with ever improving ways of transferring data from the most remote locations, the dream is becoming a reality – or more exactly – it is now possible to receive constant feedback as to how your product is behaving and is being used by real customers in real life. Here, HBM experts and customers explore the benefits and challenges of remote data recording in the field.
“We have always had a need to test our vehicles under the customers’ normal day-to-day conditions,” said Lennart Skogh, a test engineer and test driver for Volvo Construction Equipment in Eskilstuna, Sweden, one of the world’s leading manufacturers of articulated haulers and wheel loaders. Volvo CE combines testing on its own test track with longer-term testing carried out by customers.
Affordable to bring home data
Trend with multiple uses
An expert of remote data access and data acquisition systems at HBM, product manager Christof Salcher confirms that testing in general, and field testing in particular, is increasing. HBM sees its data acquisition systems, in combination with transducer and sensor technologies and analytics software, being used in the field in both stationary and mobile installations all over the world. No matter if the task monitoring a railway bridge over a long period of time, or recording data on the move in an off-road vehicle - the tough demands the harsh environments in-field testing put on the equipment is the same.
“Unattended data recording is definitely a trend. It has multiple uses and we supply rugged data acquisition solutions to nearly every corner of the world. A good example of an industry which benefits from in-field data recording in several areas, is manufacturers of commercial vehicles, such as the likes of Caterpillar, Liebherr, Komatsu and Volvo CE,” Christof Salcher explained.
Improving the vehicle
Firstly, the vehicle manufacturers need information on how their vehicles are used in real life, outside the test bench, for product development. This feedback can be used to improve future models, or, as is often the case with very big pieces of mining equipment, to constantly improve the vehicle during its lifetime, as each one is unique and manufactured on a bespoke basis.
“As you cannot make a prototype of a two million dollar piece of machinery, it has to be improved and adjusted while in operation. Here, it is crucial to get hold of operational data to analyse. It is a case of fitting an advanced data acquisition system in the vehicle and transferring data in real time to the engineers of the manufacturer, who might be sitting on the other side of the globe. In these cases, the end-customers work very closely together with the vehicle manufacturers,” Christof Salcher continued.
Good customer service
In addition to more conventional product development, real life data can also be captured and used to adjust theoffering of equipment that is leased to a customer, such as a crane. Maybe the data shows that the customer only needs a smaller and cheaper crane or one with a different capacity altogether?
“With this information at hand, the sales person can pro-actively suggest an offering that fits even better to the customer’s need. Such an application truly is a matter of reading the mind of the customer. I call that good customer service,” Christof Salcher commented.

Advanced warning
Another area of large potential for unattended data recording in the commercial vehicle industry is service and maintenance. Maybe the most obvious use is to be able to go back and find out why a certain fault has occurred.
More excitingly, intelligent sensors and remote data recording systems also open up for pro-active maintenance and the implementation of advanced warning systems. Needless to say, the reliability of the data recording equipment is crucial in these applications.
“Many more complex machines than ever before operate in the field, also in remote areas, such as in African or Australian mines. A specialised vehicle engineer cannot go down in the mine to find out what has gone wrong if the machine suddenly stops. Here, our robust data acquisition systems play a very important role, as they can be set–up to record possible causes, but also to warn if certain conditions, such as temperature or vibration should exceed a certain level.”
Learn more about the customers
Although a company like Volvo CE acknowledges the use of remote data recording for service and maintenance, the company still predominantly utilises it for product development purposes. At Volvo CE, customer testing in the field is based on HBM’s SoMat eDAQ, which is installed in the customer's cab with a direct CAN bus link to obtain a range of readings from the vehicle components. The data is processed back at base because the eDAQ is connected by modem. This gives the possibility of switching the system off and on and scheduling various short tests.
Rough environments – rugged equipment
Any field test puts demands on the equipment used. Conditions on the test track or in the hands of the end user can be very challenging. In response to this, HBM offers its SoMat range of robust and rugged data acquisition systems as well as instruments and sensors that can withstand vibration, shock, dust, fluids and temperature extremes.
Infrastructure – the biggest challenge
“As data acquisition is carried out under harsher and harsher conditions, HBM strives to match. Although no installation is the same, our experience in how to set up these complex systems is appreciated by the customers,” said Dave Gallop, a product manager and expert in data acquisition systems at HBM.
He continued: “Communication and data transfer is often the weakest link of the remote measurement chain, and the desirable infrastructure, such as mobile communication networks, is not always available in remote testing locations. Therefore, intelligent data transfer solutions have to be built up in a way that can handle interruptions and re-establish connection failures without data loss, even for huge data files.”
Open interface - a must
To take the variations in infrastructure into account, HBM equipment complies with the most open interface, Ethernet, and can be used with any network available, including UMTS, GPRS, 3G or 4G or LAN.
“There is no plug-and-play solution available on a global basis, and our data acquisition systems run unattended in all corners of the world. Therefore, we have to be able to work with any technology,” Dave Gallop summarised.
A future proof concept
Despite the challenges of data communication, a wealth of real life data is being transferred from data recorders fitted in vehicles and other machines all over the world every minute. Thus, storage and analysis solutions have to be up to the task of processing it.
“It is easy to collect too much data in a field test. We try to keep it down and only bring home the most relevant information for analysis. Ideally, we would be able to condense the data before it is transferred as well as setting up our systems to automate some of the analysis at the other end,” Lennart Skogh of Volvo CE said.
HBM’s experts confirm that it is already possible to automate much of the work with the help of software for automated data storage, analysis and reporting. Two examples are nCode GlyphWorks and Automation, which also provide a web-based collaborative interface for sharing test data and associated information throughout an organisation.
”Automatic upload of data to a dedicated Internet based server enables automatic post-process analysis and simultaneous engineering on a global scale. This reduces reaction times as well as cost. I see it as a future proof concept. With the all the developments along the test chain; from rugged data acquisition systems, via improved remote access possibilities, to software for automating the analysis; I expect to see even more in-field testing in the future,” Christof Salcher of HBM concluded.