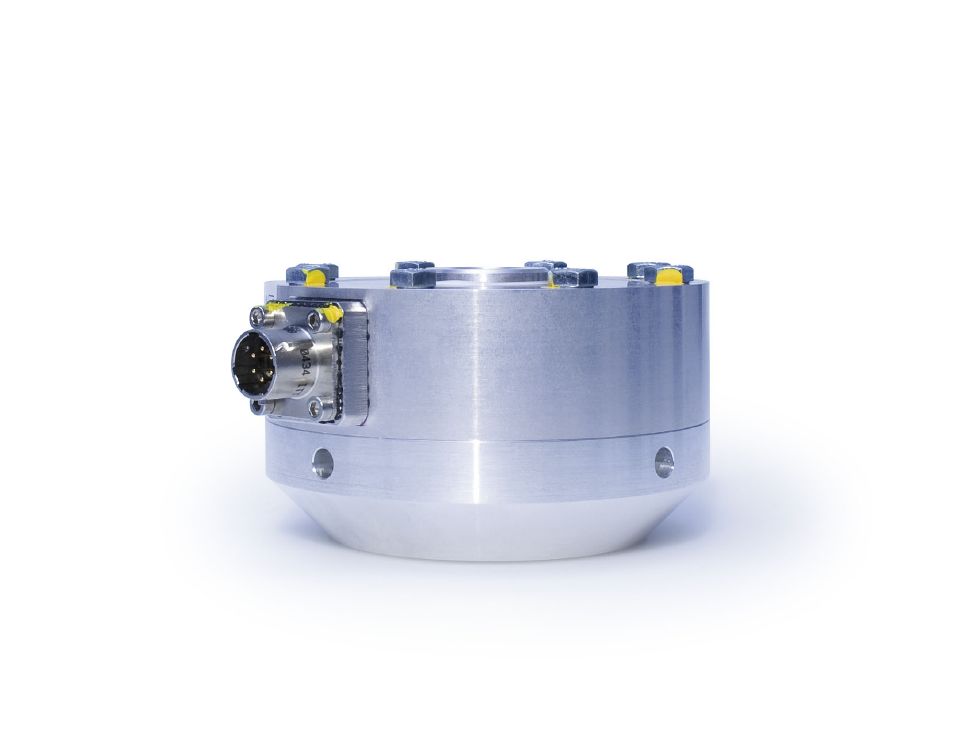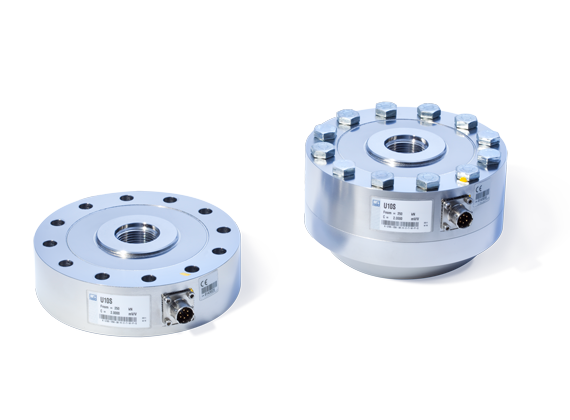
U10 Force Transducer: Capacities from 1.25 kN to 2.5 MN
The rotationally symmetric, low-profile U10 force sensor has multiple uses focusing on applications in test benches, material testing machines, and challenging tasks in production. Tensile and compressive forces can be measured.
- HBM accuracy class: 0.02 to 0.05
- Capacities: 1.25 kN to 2.5 MN