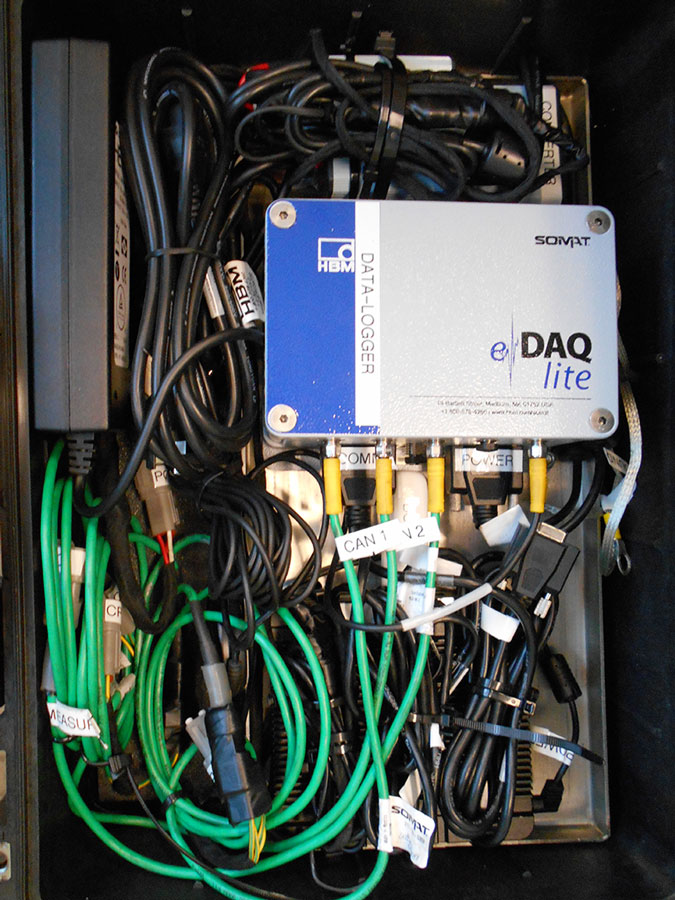
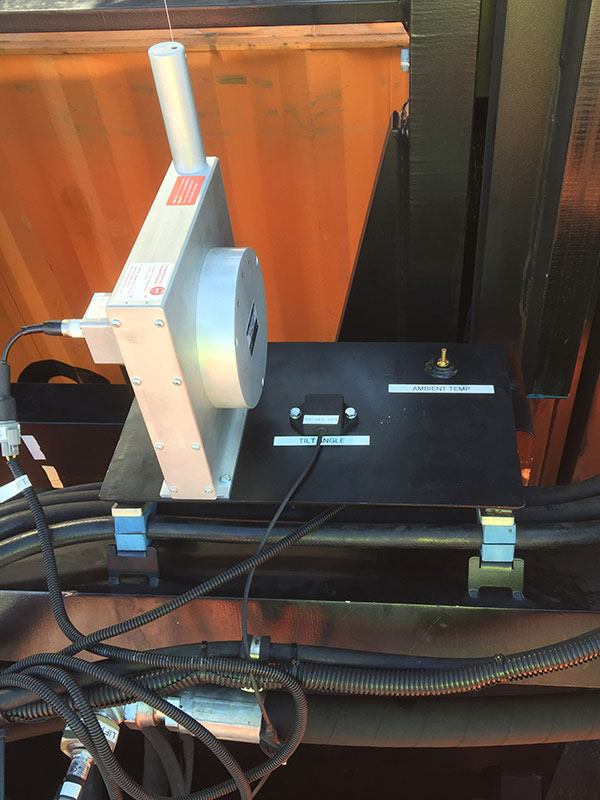
The Hyster-Yale Group (HYG) factory on the industrial estate near the canal harbours in Nijmegen, Netherlands, manufactures Hyster heavy forklift trucks on two production lines. These trucks have been designed for lifting and moving heavy loads weighing from 8 to 52 tonnes. The dynamic in sectors such as industry, transport and logistics makes the continuous development of new models necessary, with improvements in payload, lifting height, lifting speed, energy consumption, maintenance-friendliness and safety being the principal driving factors. Product development and validation occur entirely in house at Hyster. HBM supplies HYG with measuring sensors and data acquisition equipment for monitoring practical and endurance tests.
Product development at Hyster in Nijmegen takes place according to a fixed plan and is carefully recorded. The process is continually adapted in line with clients’ changing preferences, new working methods, new technology and new regulations. Every new model is developed in a full CAD/CAM environment and tested using simulations. The extent to which a new model can differ from existing ones can vary. It can be partly based on an existing model, with improvements to a number of crucial parts, or an almost entirely new model can be developed. The basic assumption in every case is that a new model has to go into series production, whereby the number made can vary. Over 2000 trucks are built in Nijmegen every year, making Hyster the market leader in the heavy forklift truck segment. The company also produces client-specific solutions such as attachments for lifting specific loads.