

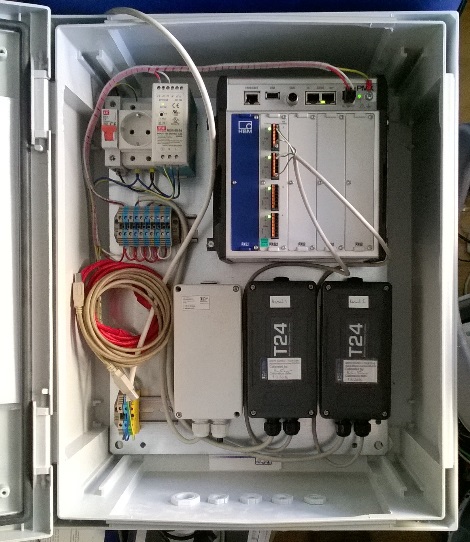

As an additional protection against dust and EMI, the PMX amplifier was mounted in a cabinet, which includes the supply of the telemetry system also.
The glass in the cabinet allows a direct view onto the PMX and the diagnostic LED indication. This is an easy and quick indication to determine a potential error on the device and the measurement status. This is a big advantage for the service engineers, as they can get quick information without using any additional test equipment.
A detailed and deeper diagnostic is stored in the PMX Log-file. This file is stored in the internal memory of the PMX. It covers all upcoming errors of the device and measurement, as well as any changes to the parametrization made by the operators. This allows 100% coverage of the whole test and measurement process.
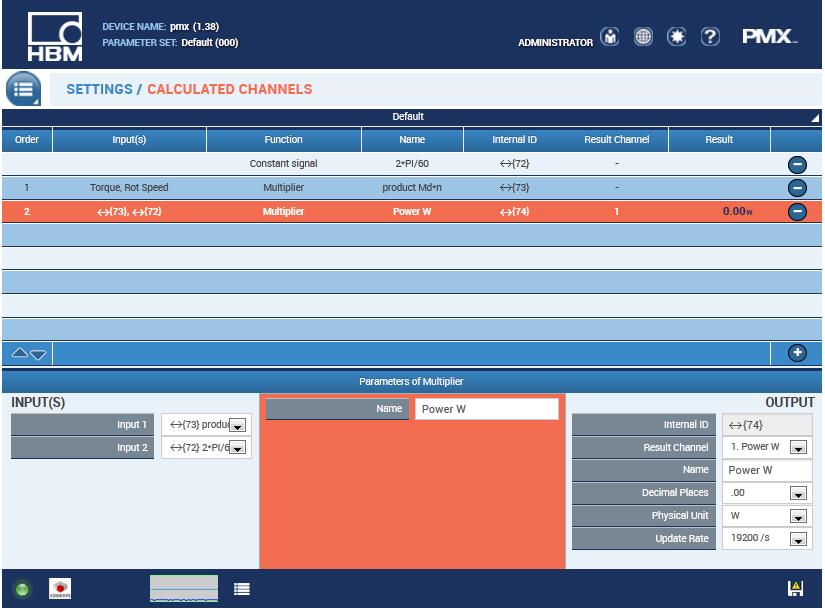
“A very helpful tool for parameterization, setup and control we found the PMX web server. We didn’t need any additional software and could use the standard web browser on our PC’s tablet or smartphone. And it is permanently available in real-time over the whole power-plant area”, says Hotimir Licen from TRC PRO.