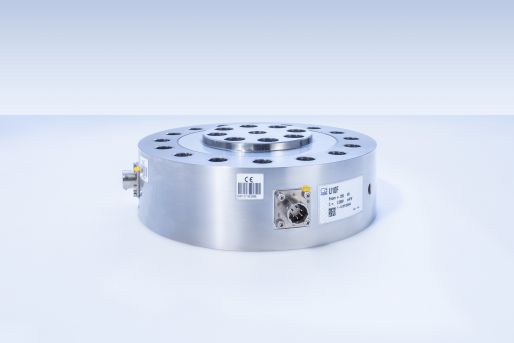
Normally, force or displacement measurement is used to monitor pressing procedures. There are two different methods available for force monitoring:
- Direct force measurement in the press tool's force flow
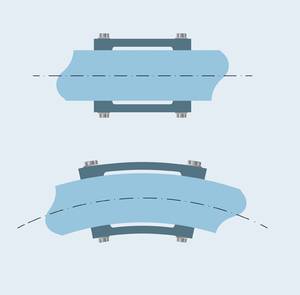
- Force shunt measurement, for example, using strain transducers
In both cases, it is essential that press forces are reliably and quickly recorded by sensors and transmitted to the press control system using adequate amplifier electronics. Sensors and amplifiers need to meet particularly high requirements in terms of ruggedness and operational reliability. Easy mounting and integration of the components with existing machine concepts is a critical factor that needs to be taken into account when choosing the right equipment.
Both force measurement methods have specific advantages and drawbacks. In general, when measuring force directly in the force flow it must be kept in mind that the force transducer is an integral part of the tool and thus significantly impacts on its properties. Furthermore and, in particular, with huge forces, the force transducers need to have sufficiently high nominal (rated) forces. Such sensors are very heavy and, in addition, expensive. It is beneficial that HBM force transducers are calibrated at the factory and therefore need not be calibrated in the system where they are used. The force in N can be directly determined after assembly.