
Best Crown China
Read More

Different methods of measuring fill quantities have been developed specially for liquids. Not every technique is suitable for all liquids – and there are also considerable differences where precision is concerned. However, all production processes have some things in common: liquids never flow through the pipes of the bottling machine at a uniform pressure. Density can fluctuate due to air bubbles in the liquid and changes in the temperature or recipe. Therefore, the correct fill quantity cannot be determined simply on the basis of time.
There are four common methods for measuring fill quantities. These methods differ in cost, accuracy, speed and hygiene. Not all methods are suitable for all liquids, for beverages need particular hygiene, expensive cosmetics require special precision, while engine oil has a different flow characteristic to, say, mineral water. The four methods introduced in this article are:
In the gravimetric measurement method, or filling by weight, a digital or analog load cell measures the weight of the empty bottle and the fill content. The load cell features strain gauges for this purpose, which precisely detect the change in weight during the filling process. The way the strain gauge functions is explained in more detail in our HBM article "How does a load cell work?”.
The advantage of digital load cells is especially simple communication with a PLC via digital I/Os. But analog load cells can also be digitized quickly and easily using a PAD amplifier. To fill a bottle, the filling machine first positions it on a platform or suspends it by the neck from a fork. At the same time, the filling machine weighs the empty bottle. While the machine fills the bottle, the load cell measures the change in overall weight. Once the predefined overall weight has been reached, the filling process automatically stops and the bottle is conveyed to the capping station. In a rotary filler with 20 to 80 filling heads, this process takes around five to eight seconds for a typical 1-liter bottle. Not only is filling by weight highly precise, it comes with further enormous advantages.
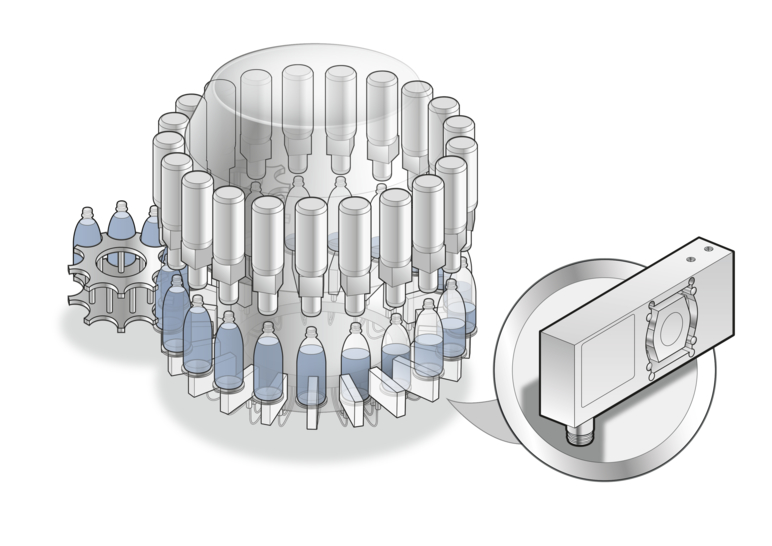
Filling by weight is a process with high-precision results: the content stated on the packaging can be accurately filled down to the gram. Furthermore, load cells are very easy to calibrate with calibration weights – like a kitchen scale. This guarantees that the bottle does actually contain the 1,000 grams shown. As well as producers, machine construction firms also benefit from the advantages of digital weighing technology, because programming the filling algorithm in the machine control system is a real challenge. Obtaining the correct ratio of flow rate to filling process is extremely complex, and requires knowledge of filters, control technology, settling times and response times. A digital load cell from HBM considerably facilitates this setting process, because it comes with an integrated filling algorithm that reflects decades of experience in filling by weight.
The algorithm can be adapted with ease using free PanelX configuration software. The load cells can run entirely as stand-alone units, communicate with the machine control system via I/Os or fieldbuses, or continuously supply the control system with filtered measured values, if the company wishes to use its own filling algorithms. Filling by weight is especially suitable for the food industry, as the sensor does not come into contact with the product. All HBM load cells have the maximum possible degree of protection IP68/69K, and can therefore withstand continuous submersion and pressure washing. Some load cells, such as the PW27, are certified to EHEDG, for particularly stringent hygiene requirements.
Bacteria from protein or sugar, for instance, are unable to breed on the electropolished, completely rounded contact surfaces of these load cells.
They are therefore also suitable for the latest packaging trend: aseptic cold filling without pasteurization and without the addition of preservatives.


This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
