
Mar 26 2024
Force Sensors
HBK Force Sensors and Force Transducers with strain gauge or piezo technology measure static and dynamic tensile and compressive loads - with virtually no displacement.
Read More
 002")


Chains are an indispensable component in many hoisting technology applications. Of course, safety and compliance with the pertinent standards are just as vital here, as they are with other hoisting gear. This is because, whenever heavy loads are moved, there can be an associated danger for the people who are in the immediate vicinity. Quality assurance is therefore particularly important in the production of the chains for hoisting gear. The company Ketten Wälder puts its trust in measurement technology from HBK in its production systems.
Hoisting technology is one of the applications for the chains produced by the company Ketten Wälder GmbH, from the Upper Bavarian town of Bad Endorf. The mid-sized company employs 40 people and produces up to 4,000 meters of high-quality chains every day.
The processing of the base materials, such as steel for the chains, is a complex process, and all the sequences have to be accurately coordinated. Different grades and dimensions of the raw materials are first lifted onto a coiler. A drawing machine then draws the material to the required diameter. After that, the individual links of the chain are produced in the chain bending machine, where link by link, they are neatly bent, and lined up and mounted, end-to-end.
The next production station has modern welding machines, to weld the individual links. The welding process in the machines is fully automatic. Important parameters such as upset pressure and current flow are measured at the same time, to gage the quality of the weld seam. In the next, fully automatic stage, important information such as the quality class, a traceability code and the manufacturer’s mark, is stamped into the material. The chains are then hardened and tempered. To do this, they are first heated, and then pass through a bath in which they are quenched – that is, cooled very quickly. They are then re-heated until the required strength and elasticity are ensured.
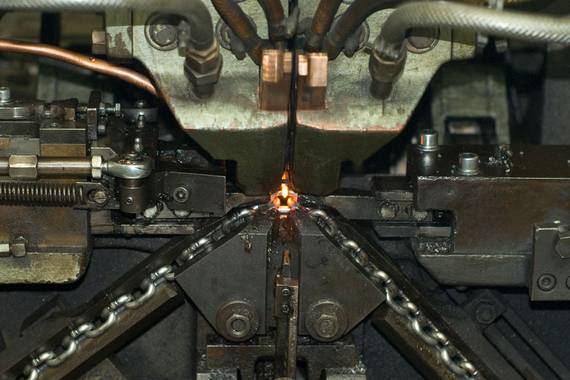

Before undergoing the final surface treatment, the chains pass through a so-called calibration machine. Here the chains are stretched to make them the correct size, which slightly deforms the individual links of the chain. At the same time, this tests the strength of the chain. The links of the chain are deformed at slightly more than 2.5 times the nominal load-bearing capacity of the chain. Depending on the size of the individual chain links, seven to ten links can be stretched and checked in the calibration machine at the same time. The force that has to be applied to do this ranges from 10 kN to over 200 kN, subject to the size of the chain. Should one of the seam welds that have been produced not be sound, for example, the chain will break at this point when it is stretched. Because this is discovered when the chain is stretched, 100% testing of all the chain links is ensured. This is mandatory under quality control procedures. Only chains that have gone through the relevant testing can be used for hoisting applications. This is stipulated in the DIN EN 818, DIN EN 766, DIN 5684 and DIN 5687 standards.
In the calibration machine, a hydraulic cylinder generates the force required to deform the chain links. The force that has to be applied to take the chain to the correct size, must be accurately monitored during the process. If the preset maximum force is not reached, this is a sign that the chain is broken, so the machine then stops automatically. “Up until now, we have used analog measurement technology in the calibration machines”, reports Dipl.-Ing. (FH) Reimar Bürkmayer, who is responsible for development and process optimization in production at Ketten Wälder. A single, analog amplifier monitors whether the set force threshold value is actually reached.
When it became necessary to upgrade one of the calibration machines, the decision was made at Ketten Wälder to convert the measurement technology to modern digital technology. They now use a digital amplifier of the MP85A type, from HBK. A ring force transducer of type KMR, with a nominal (rated) force of 400 kN, measures the force applied by the hydraulic cylinder. The force transducer complies with high degree of protection IP67, and is therefore also suitable for use in harsh environmental conditions. The stainless steel housing makes it resistant to environmental influences. Because the transducer is ring-shaped, it is ideal for integration into the machine force flow. The good reproducibility of the force measurement ensures safe and reliable results.
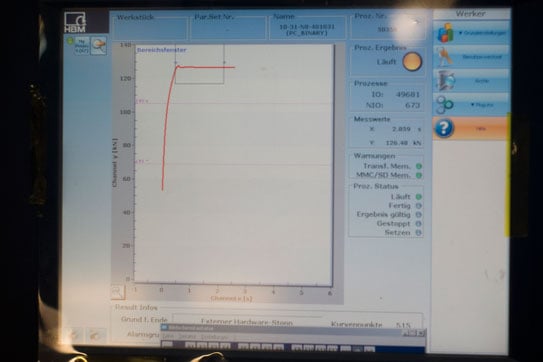
The MP85A amplifier is specifically designed for quality control applications in the production process, and has a microprocessor and relevant algorithms, so that measured values are already analyzed internally. The amplifier records the force response during the process, and checks whether the maximum force achieved lies within a given window, using this as the basis for making the “OK/Not OK” decision. If there is an error, because the maximum force is too low, for example, the amplifier stops the process immediately. “It was particularly important to us when retrofitting the calibration machine that we were also able to log the measured force values”, said Reimar Bürkmayer, naming one of the main requirements that had to be met by the new measurement system.
The amplifier has an integrated Ethernet interface, over which the measured force values are transferred to a control PC, where they are displayed. A graphical realization of the force response while the chain section is being extended by force, illustrates at a glance whether the process is running correctly. The maximum value that is reached each time is stored in a database. Saving these values is particularly important with regard to ensuring complete traceability. It would not have been difficult to save the entire force response, either. “But this is not necessary for our application”, explains Reimar Bürkmayer. “We keep the volume of data to a minimum, by only saving the maximum value each time.”
When the calibration machine was due to be upgraded, Ketten Wälder had a good look round the market to see what was available. Some of the old analog measurement technology also came from HBK, so they were again asked about relevant, modern solutions.
“We meticulously compared proposals from different companies with one another, and ultimately decided on HBK, because this gave us the best price/performance ratio”, is how Reimar Bürkmayer justified the decision to choose HBK as their supplier.
Together with the hardware – that is, the force transducer and the amplifier – HBK also supplied the Industry Monitor software package. This application is based on Microsoft .Net and visualizes the measured force values on the industrial PC connected via Ethernet with TCP/IP.
HBK was also responsible for programming a relevant application to store the measured data in a database. The software has a user-friendly input screen, in which the type of chain that is currently being processed in the calibration machine can be selected from a list. The user must then also enter the relevant batch number. The software automatically creates the files for storing the measured values. The quality data of every chain that leaves the company can thus be reliably traced.
“HBK had no problem at all programming the individual application, and overall, we are very satisfied”, is how Reimar Bürkmayer summarized the experience gained from the project. The other calibration machines at Ketten Wälder will gradually be fitted with modern digital measurement technology as well, now.
For over 75 years we have been working day in, and day out to improve constantly and to make our customers' needs our goals. We have a reliable team that enables us to overcome difficult challenges and set new benchmarks with high-quality products. This combination of excellence and progress has made us a market leader – for over 75 years.
We meticulously compared proposals from different companies with one another, and ultimately decided on HBK, because this gave us the best price/performance ratio.
HBK Force Sensors and Force Transducers with strain gauge or piezo technology measure static and dynamic tensile and compressive loads - with virtually no displacement.

Whether your application, is mobile or stationary, on a test cell or under extreme environmental conditions, HBK has the right measurement data acquisition system for your needs. Benefit from the unique "made by HBK" precision and reliability while enjoying the best possible price-to-performance ratio.

HBK is your reliable partner in industrial process control. We offer modern and smart solutions throughout the entire measurement chain, as well as professional services. Choose our measuring amplifiers, transmitters, and weighing electronics for factory and process automation.

This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.