Solving Customer OEM Sensor Problems
Introduction
HBM provides custom-engineered solutions for a wide variety of OEM applications that have a unique and demanding need to measure load, force, pressure, weight, or torque including strain gauges for custom transducer manufacturers. HBM also offers OEM gauging services through customer-supplied parts. This paper will explain the process behind a customdesigned sensor solution from initial scope to perfor mance definition, through the design and build cycle, to verification and validation. The basics of a strain gauge based custom sensor design will be explained as well as how HBM engineers create a high-performance sensor
that fits the customer’s equipment, rather than forcing the equipment to fit the sensor.
HBM has more than 60 years in the measuring, testing, analysis, and custom sensor industry. The company provides OEM sensors to industries such as automotive, aerospace, agriculture, heavy equipment, on- and off-highway vehicles, civil engineering, energy, process weighing, and medical.
A successful project track for an OEM process begins within the first 30 days when the customer and HBM have an introductory web conference to cover the scope of the project including obstacles that might be presented. Then, HBM engineers complete an initial concept drawing, perform FEA analysis, and submit the specs to the customer for review. Modification or approval of concept drawings is finalized and a quotation for prototypes and production is submitted. From there, the prototypes are built at HBM’s Marlboro, MA location. The prototypes are fully tested and validated and are then shipped to the customer for their own testing and validation.

Different shapes and patterns of strain gauges can be used in different applications; two of these are especially significant today: stress analysis and sensor design. Figure 1 shows a basic strain gauge; on the left are the different parts. The backing used on strain gauges today is PEEK F (polyetherketone), a carrying material with advantages over G-paper and polyimide backings still used in high heat applications. Measuring grids are usually made of constantan; they also can be made of nickel chromium. The wires are soldered at the connection pads at the end. An important feature of the strain gauge is the end pads — the U or turnaround ratio. This is particularly important for creep control. Understanding material creep part of custombuilding a sensor. All materials will exhibit some form of creep that is either negative or positive change with the application of the load over a period of time. Ideally, there should be a mirror effect of the gauge to the material that gives zero effective movement on the load for a period of time. This is achieved through creep code or turnaround ratio.
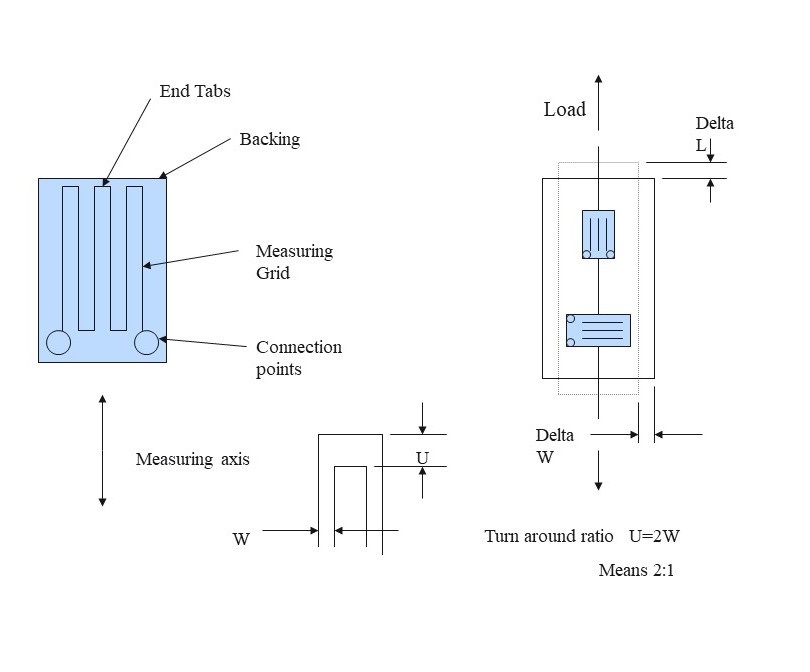
Figure 1 shows pads that act as an anchor at the end of the active grid. This creates a tension spring that puts gripping power at each end; for example, with a positive creep, the end tab loop would be smaller to reduce the tension and have less grip to flatten the response of the material creep. With negative creep, the tab loop would be increased to add more gripping power. The object is to get a constant load over a period of time. Creep happens when a nominal load is placed on and held for a period of time, generating a change in the output that will either be positive or negative. This can be controlled with the end tabs. Strain gauges are applied in one of two ways. For stress analysis applications such as airplane wings or tow bars that are too big for a curing oven, a cold cure adhesive is used. The gauge is applied quickly with little effort in order to maintain the proper gauge adhesion for a functional test. The hot cure process is preferred when dealing with transducers or load cells because it provides a more consistent glue line to get the high accuracies needed. The right side of Figure 1 shows a load in tensile, or an axial load. The bar is pulled to change length in the vertical direction; in the horizontal direction, there is a reduction. There is a positive strain in the axial direction and a negative strain in the Poisson direction or width of the part. Another important feature of a strain gauge is the gauge factor. For constantan material, it’s typically 2. The gauge factor is equal to a ratio of a small change in resistance to the small change in strain.
Using a Wheatstone Bridge
Figure 2 shows a typical Wheatstone bridge, which can be described as a baseball diamond. Home plate and second base are where the input voltage is applied. The offset or output voltage is measured between first and third, and the four active gauges are between the bases. Internal to the bridge are two other pads. The one at first base is where the temperature compensation would be adjusted for zero load across the bridge. The material with temperature change can expand or contract, affecting the output of the bridge.
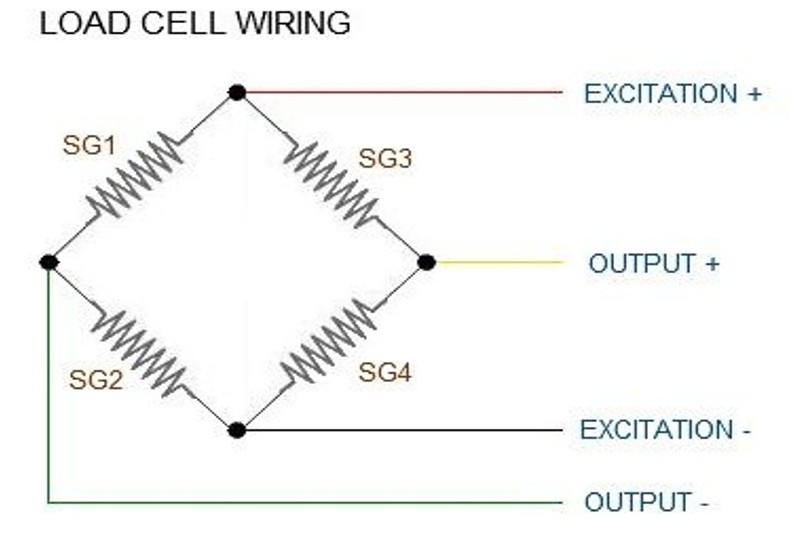
In order to control that, temperature changes must be compensated at zero to keep temperature stability in the load zone. On third base, one would adjust for a variation called zero balance. No Wheatstone bridge is perfect; strain gauges will vary slightly in resistance. Leads and solder points will also vary in length and size and this all affects the total output at the reader. At third base is a tab where that is adjusted, returning the bridge balance to zero. To compensate for modulus changes through temperature, modulus compensation gauges would be added to the excitation plus and minus. This is where the effects of Young’s Modulus on temperature are corrected with the full bridge. Another way to do this is to build nickel chromium into the gauge such that it offsets the Young’s Modulus of the material without having to use modulus compensation gauges. Another application — a half bridge gauge — contains two gauges. In this case, one is in Poisson and one in axial along the center line of the element. This case would require four gauges, so a duplicate set would be required on the other side in order to complete the bridge. In tension, the Poisson is negative for the axial’s positive, and vice versa for compression. With the Wheatstone bridge, there should be two positives and two negatives in order to form out the balance of the bridge. When performing torque measurement with a tube, and torque is applied or the part is turned, strains would be based on 45 degrees from center, bending the strain gauges down at 45 degrees on either side — these are half bridge gauges. One side is negative, and one side is positive. Therefore, a dual shear strain gauge can be very useful in determining torque. It can also be used in a beam. By placing it along the central axis of the beam, putting the force on the end creates a positive and a negative. A classic example would be a cantilever beam where linear gauges are placed across the top in axial position and across the bottom in axial position. As the beam bends, the top goes into tension and the bottom goes into compression. Two gauges on either side complete the Wheatstone bridge.
Building a Custom Sensor
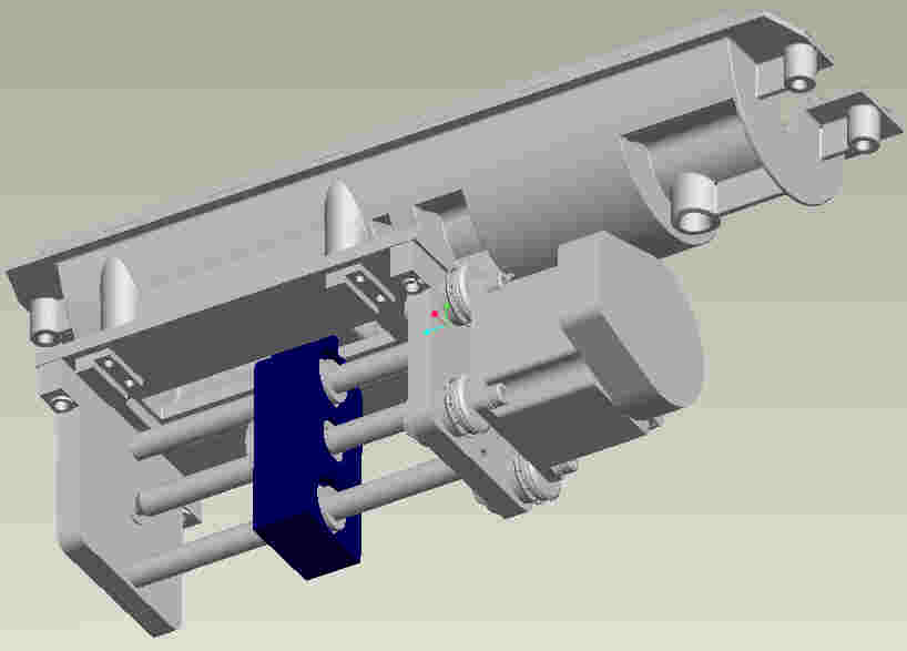
The model in Figure 3 is a small actuated drive. The blue section is the actuator arm that feeds into a channel at the top, applying force to the device. This customer wanted to monitor the force being applied at the actuator arm. In this case, there was no room to put a commercially available sensor. The solution was to turn part of the unit into a custom sensor. The part chosen as the potential sensor is the actuator arm. How can material be strategically removed, or the part weakened so it has enough deflection to create the electrical output with a Wheatstone bridge?
The part was modelled, and a finite element analysis of the particular area shown provided the deflection (Figure 4). If removing material from a part is not an option in order to maintain a certain factor of safety, HBM can work on this. Keep in mind that when the design process starts, HBM looks to typically get about 1,000 micro strain out of the unit, or micro strain that gives approximately two millivolt per volt out of a Wheatstone bridge. If material has to be added back, it could affect the output. Once it is established as a working model and the gauges can be put inside the hole, the Wheatstone bridge is completed and wired. Figure 5 shows the completed unit. Above the cable is where the hole was filled in and parted. This covers and protects the Wheatstone bridge, the gauges, the tabs, and all the components of the sensing area.
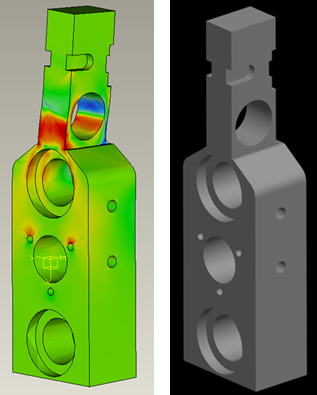
performed for the actuator arm.

Another example of a custom design is a simple planar beam shown in Figure 6 that fits into a customer’s machine. The customer needed something that would measure a downward force; once it is applied in the center, the gauges go in the arms on both sides. The Wheatstone bridge was completed, coated, and the part was ready to go. The next examples, shown in Figure 7, are torque transducers. There is a gauge at the center off to the left at 45 degrees; all the way to the right is another gauge at 45 degrees. This is a unit with four half bridge gauges. To increase the accuracy of a unit and control noise, the number of gauges put in each leg of a Wheatstone bridge between the bases can be increased. Two 350-ohm gauges were placed within each leg of the Wheatstone bridge, creating a 700-ohm bridge. The device on the left has a thermocouple added to measure running temperatures. In this case, the customer was looking for the amount of temperature that the unit actually sees during the welding process.


Medical Applications
A medical custom sensor was developed and used in a mammography machine. The sensors control pressure, so the operator gets the best sensitivity to view the tissue and the patient is more comfortable. The sensors also are used in hospital beds like the one shown in Figure 8. There is one sensor on the bottom to weigh the patient and one that’s embedded within the handles. At the top handles on either side along the headboard, there are sensors that control motorized movement of speed and direction. Also, in the medical field, remote robotic surgery machines require multi-axis x, y, and z sensor assemblies. Robotic arms, for instance, need to operate at different angles. A series of multi-axis custom strain gauges and subassemblies maintains as low a cross force as possible between the axes while also controlling forces in different directions at the same time. HBM also makes very small beams that are placed into infusion pumps or syringe pumps to control flow pressure and flow rates. These are designed for the specific needs of the customer. If the customer requires a different flow, a cantilever or a single point beam may be used, depending upon the type of force being measured.
Conclusion
HBM is designing sensors using relatively simple and inexpensive construction to give the customer exactly what they need, providing many uses for accuracy and repeatability, seamless device integration, and a better customer experience.