Fahren Sie besser mit PME
Kühne + Vogel setzt auf die Vorteile des PME-Messverstärkersystems
Die Firma Kühne + Vogel in Roth bei Nürnberg mit knapp 100 Mitarbeitern bietet seit 30 Jahren maßgeschneiderte Lösungen im Anlagen - sowie im Sondermaschinenbau. Eine Zweigniederlassung in Nürnberg beschäftigt sich mit Werkzeugbau und Dienstleistungen, wie z.B. Werkinstandhaltungen. Die meisten Kunden sind in Süddeutschland angesiedelt, die Anlagen befinden sich allerdings weltweit im Einsatz.
Komplette Prüfanlagen für Automobilzulieferer
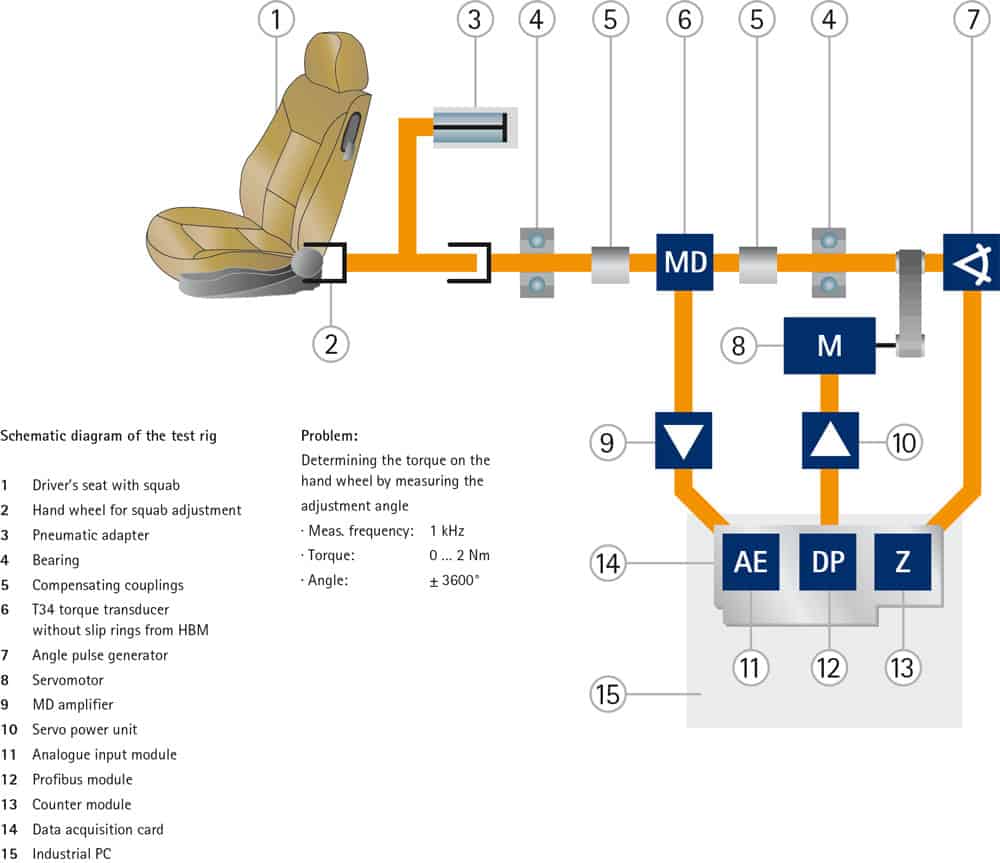
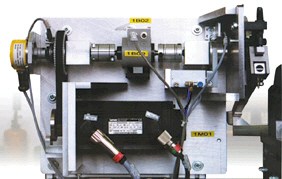
Kühne +Vogel bietet ihren Kunden Komplettanlagen aus einer Hand. Beispiele hierfür sind Montage- und Prüfeinrichtungen für Automobilzulieferer. Anwendungen sind die Prüfung von Fensterhebern, Sitzen, Klimaanlage, Lenkung und Hydraulik. Dabei wird immer sehr hoher Wert auf Bedienerfreundlichkeit gelegt. Auch bei Individuallösungen setzt Kühne + Vogel industriegerechte Standardsysteme renommierter Hersteller ein.