In Verbrennungsmotoren sind Ventilsitze und -führungen besonderen Belastungen ausgesetzt. Es sind thermische Beanspruchungen aber auch mechanische Belastungen, die durch den Zünddruck oder das harte Aufsetzen des Ventiltellers beim Schließen entstehen. In Motoren der neuesten Generation werden deshalb gesinterte Materialien eingesetzt. Die Taktzeiten, d.h. Fertigungszeiten für die Montage eines Zylinderkopfes mit 24 Ventilen, müssen aus Wirtschaftlichkeitsgründen kontinuierlich gesenkt werden. Forderungen aus der Automobilindustrie liegen hier bei 70 Sekunden und weniger.
Taktzeit reduziert mit MP85A FASTpress bei der Montage von Zylinderköpfen

Die Aufgabe der Prozessüberwachung …
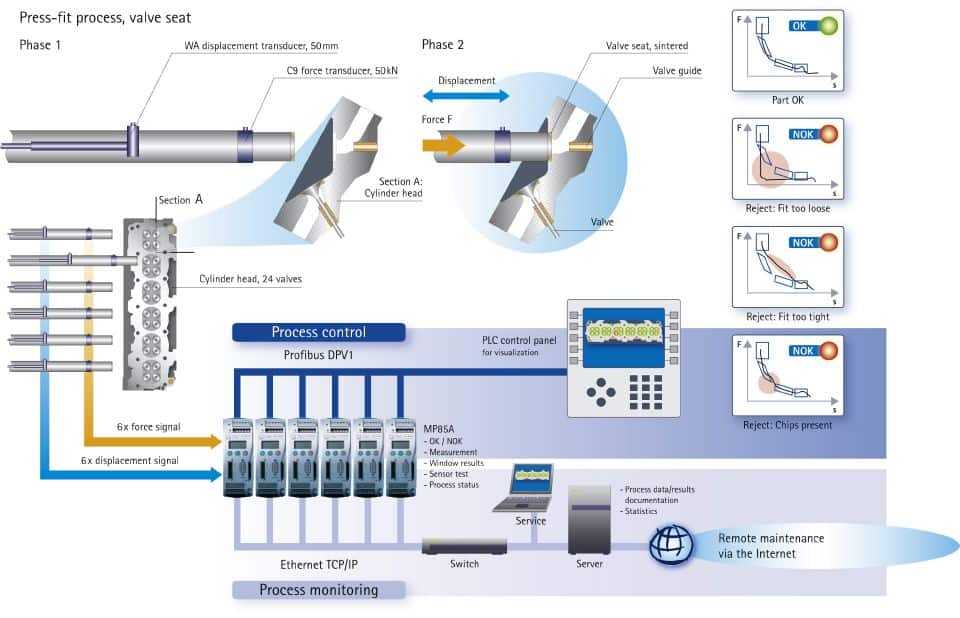
Bei der Zylinderkopfmontage bestand die Forderung, aus der beim Einpressen der Ventilsitze entstehenden Kraft-Weg-Charakteristik, Fehler zu erkennen und möglichst auf deren Ursachen zu schließen. Dabei sind für alle Vorgänge die Ergebnisse zu speichern und bei Bedarf wieder aufzurufen. Die gesamte Maschinensteuerung erfolgt zentral von einer SPS.
…mit den HBM-Controllern MP85A FASTpress
Die Anbindung des neuen Einpress-Controller MP85A FASTpress an die Maschinensteuerung läuft über den industriellen Profibus-Feldbus, parallel dazu kann über die Ethernet-Schnittstelle eine Überwachung per PC erfolgen. Da die MP85A FASTpress auch über DPV1-Funktionalität verfügen, können sie von der SPS gezielt angesprochen, d. h. gesteuert werden. Auf Grund der technologisch bedingten Fremdtoleranzen des Gusskörpers, die sich dem eigentlichen Einpressweg störend überlagern, hätte man hier aber die Nicht-in-Ordnung(NIO)-Grenzen des Bewertungssystems derart vergrößern müssen, dass eine feinfühlige Fehlererkennung nicht mehr möglich wäre.
Auswahl eines geeigneten Bezugspunktes
Zunächst musste ein geeigneter Bezugspunkt für den Einpressweg gefunden werden. Man konnte davon ausgehen, dass die Kraft der verwendeten Einpresspinole den Ventilsitz in jedem Falle auf den Grund der Bohrung bringen würde. Obwohl sich die Fremdtoleranzen des Spritzgusskörpers dem Einpressweg überlagern, sind trotzdem reproduzierbare Einpresskurven erzielbar. Je schärfer so ein Kurvenbündel ist, desto besser hat man den Prozess später im Griff.

Fehlerursachen auf den Grund gehen
Die Software PME-Assistent von HBM bietet genau dafür die passenden Funktionen. Jeder Ventilschaft am Zylinderkopf bekommt für den Einpressvorgang eigene Toleranzfenster mit eigenen Bewertungskriterien. So hat man einen schnellen Überblick, an welcher Stelle des Zylinderkopfes Probleme auftreten.
Datenerfassung und Aufbereitung mit dem PME-Assistent
Über den Protokoll-Browser des PME-Assistenten sind die NIO-Kurven schnell gefunden. Es kann gezielt nach Datum, Bauteil, Seriennummer bis hin zum gewünschten Einpresspunkt am Zylinderkopf gesucht werden.
Effizienzsteigerung durch intelligente Messtechnik
Die Ethernetschnittstelle des MP85A FASTpress ermöglicht, dass Messkurven und -ergebnisse direkt auf einen Linien-PC in der Fertigungsstraße oder in das Unternehmensnetzwerk auf einen Fileserver übertragen und gespeichert werden können. Die MP85A FASTpress Controller sind damit direkt mit der TCP/IP-Welt verbunden. Die zentrale Haltung der Q-Daten in größeren, komplexen Fertigungsanlagen wird durch die Nutzung vorhandener Netzwerkstrukturen erheblich vereinfacht. Auch Fernwartung und Ferndiagnose ermöglichen im Servicefall rasche und kostengünstige Hilfe.

