

El desafío: un nuevo sistema de monitorización del material
Sean Minogue, ingeniero estructural del grupo de ingeniería y desarrollo de productos de Sea Ray, se incorporó a la empresa en 2012 con el cometido de actualizar muchos de los procesos de planta de las distintas plantas de construcción de embarcaciones de Brunswick. El objetivo era obtener ahorros de peso y costes, y construir embarcaciones con tolerancias más estrictas. Los métodos anteriormente empleados para monitorizar el consumo de fibra de vidrio y resina eran claramente mejorables. Por ejemplo, el consumo de fibra de vidrio se medía a través de las revoluciones de la bobina en la que estaban enrollados los filamentos de fibra de vidrio. Por su parte, el consumo de resina se calculaba a partir de un contador de emboladas conectado a una bomba neumática. Incluso cuando los dos dispositivos estaban operativos, solían ser ineficientes y no muy exactos.
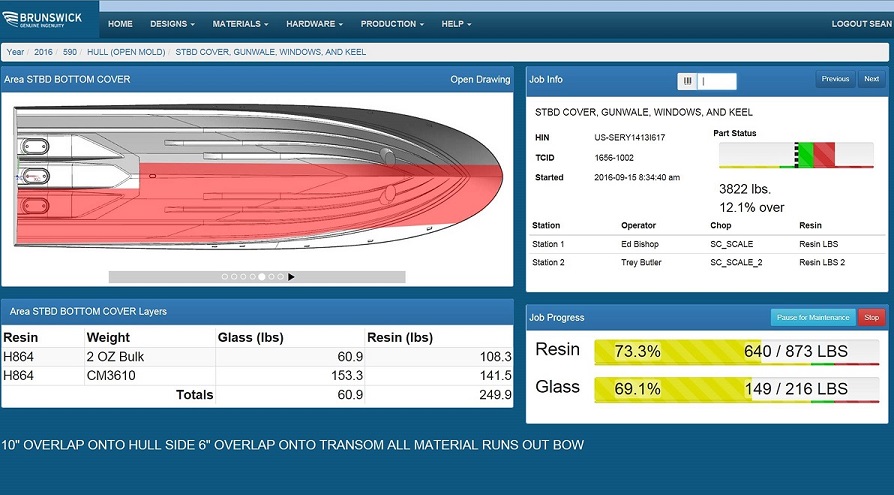
En su propuesta de un nuevo sistema, Minogue explicaba: “El sistema debe llevar un seguimiento del uso de resina, fibra troceada y otros materiales a granel, por componentes individuales. Eso nos proporcionará una visibilidad muy necesaria del trabajo en curso, comparando en tiempo real los datos de consumo con los datos sobre los requisitos. El sistema se puede ampliar para incluir en el seguimiento datos como el peso del casco, números de referencia, horas de mano de obra, ciclos de curado, tiempo takt (tiempo medio entre el inicio de la producción de una unidad y el inicio de la producción de la siguiente) o el historial de los datos de peso. Además, proporcionará a los operarios datos de utilidad en tiempo real”.