La figura 1a mostra la configurazione meccanica del sistema di foratura. Essa si basa sul noto sistema combinato Restan - MTS 3000 sviluppato dalla SINT Technology e commercializzato in collaborazione con la HBM.
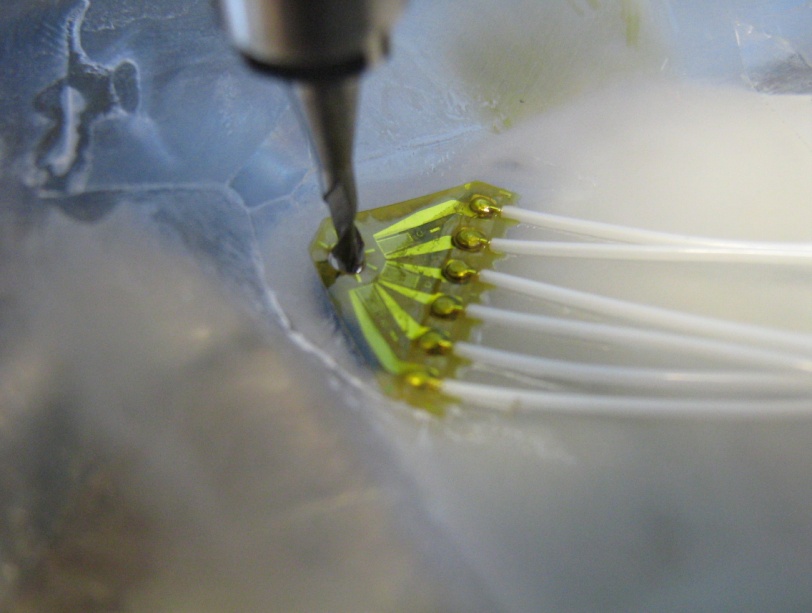
La figura 1b mostra l'utensile di foratura di speciale progettazione, che consente di fresare fori a velocità inferiore a 200 giri/minuto. Questa velocità minimizza il riscaldamento locale e le ulteriori sollecitazioni da lavoro indotte nel materiale da analizzare. L'utensile di foratura è mostrato in figure 1c. Si tratta di una fresetta elicoidale con diametro di 1,6 mm e due taglienti normali alla direzione di avanzamento, che produce fori a fondo piatto con modesta velocità di avanzamento.
Il sistema di foratura è alimentato e regolato automaticamente da un dispositivo elettronico e dal software di controllo della foratura, rendendo così il processo di foratura completamente automatico. L'intero apparato di misura può essere controllato a distanza: opzione consigliabile poiché consente di minimizzare l'influenza esterna dell'operatore durante il processo di misura.
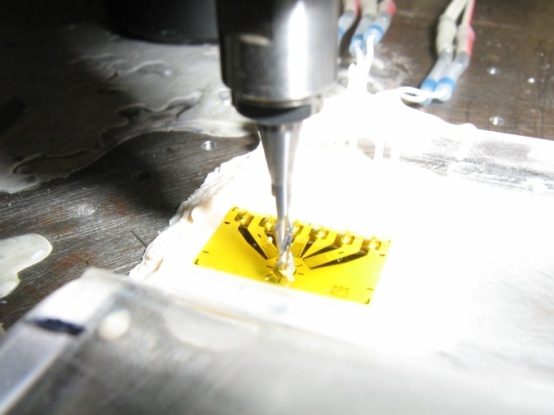
La figura 2 mostra una rosetta di estensimetri a tre griglie del tipo precablato, preferibile per queste prove poiché non solo di più rapida installazione, ma anche perché non genera calore pe la saldatura dei fili. Le sollecitazioni residue esistenti nel componente in prova vengono determinate partendo dai valori di deformazione misurati dalle griglie della rosetta incollata sulla superficie del componente.
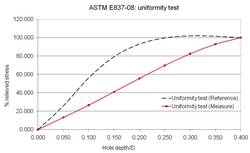
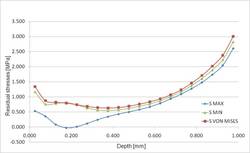
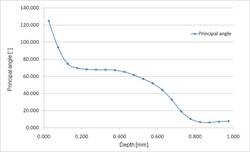
I dati acquisiti vengono elaborati utilizzando una speciale versione del software EVAL, prodotto dalla SINT Technology srl specificamente per la gestione delle deformazioni nelle materie plastiche. Questa versione applica inizialmente una interpolazione polinomiale ottimizzata delle deformazioni misurate. Le misurazioni delle deformazioni vengono elaborate in conformità alle disposizioni della norma ASTM E837.
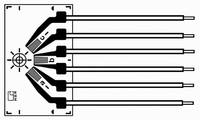
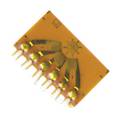
Figura 2 - Rosetta: HBM K-RY61-1.5/120R-3 precablata