Mögliche Fehlerquellen
Bei Kraftaufnehmern auf Basis von Dehnungsmessstreifen, unterscheidet man zwei mögliche Fehlergruppen:
- Lastunabhängige Fehler: Fehler, die nicht von der anliegenden Kraft bestimmt sind, sondern deren Fehlersignal immer die gleiche Höhe hat, egal wie groß der Messwert ist. Die Berechnung erfolgt in % der Nennkraft des Kraftaufnehmers
- Istwertbezogene Fehler: Fehler, deren Größe zu der im Moment der Betrachtung anliegenden Kraft proportional sind, die sich also in % des Messwertes berechnen lassen
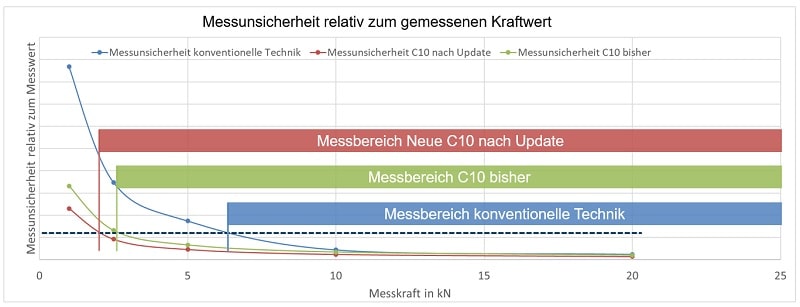
Der Temperatureinfluss auf den Nullpunkt (TKNull) ist ein Beispiel für einen lastunabhängigen Fehler: Diese Messungenauigkeit weist einen bestimmten Betrag auf, der unabhängig von der gemessenen Kraft ist. Betrachtet man einen solchen Fehler relativ zum Ausgangsignal, so zeigt sich, dass der TKNull immer dann besonders groß ist, wenn nur ein kleiner Teil der Nennkraft genutzt wird. Der Betrag ist immer gleich, dadurch steigt aufgrund des kleinen Nutzsignals in dieser Situation der relative Anteil.
Hierzu ein Beispiel: Ein typischer mit Kraftaufnehmer mit konventioneller Technik soll in unserem Beispiel eine Nennkraft von 100 kN aufweisen, den TKNull nehmen wir mit 0,5 % pro 10 Kelvin an.
Das bedeutet, dass eine Temperaturänderung von 10K einen Messunsicherheitsbeitrag von 0,5 % der Nennkraft erzeugt. Dies entspricht dann einer Unsicherheit von 0,5 kN. Verwenden wir die Messdose nicht bei 100 kN, sondern bei 20 kN, so weist der Messunsicherheitsbetrag weiterhin 500 N auf, aber relativ zur kleineren Kraft ergibt sich nun ein relativer Beitrag von 2,5 %.
Beleuchten wir wie gleiche Situation wenn eine C10 eingesetzt wird. Die Nennkraft von 100 kN ist auch bei der C10 Serie verfügbar, aber der der TKNull ist mit nur 0,075 % pro 10 Kelvin angegeben.
Somit ist der Fehleranteil 75 N und wie im oberen Beispiel auch, bleibt dieser Anteil über den gesamten Messbereich konstant. Wenn nun die moderne C10 bei 20 kN eingesetzt wird, so sinkt der Fehleranteil des TKNull von den mit konventioneller Technik erreichten 2,5 % auf nur 0,375 %.
Neben dem TKNull ist auch der Linearitätsfehler auf den Endwert bezogen, somit lässt sich der Gedankengang oben auch auf diese Fehleranteile übertragen.
Fehler, die relativ zum Istwert sind (Istwertbezogene Fehler), werden relativ zum aktuell anliegenden Signal berechnet. Hierunter fällt zum Beispiel die Temperaturabhängigkeit des Kennwertes (TKC), das Kriechen oder auch die Toleranz einer eventuell durchgeführten Kalibrierung.
Bei einer Fehlerbetrachtung werden die Einzelfehler geometrisch addiert, d. h. eine signifikante Verbesserung der Messgenauigkeit lässt sich nur erreichen, wenn die größten Einzelfehler verbessert werden. In vielen Fällen sind der TKNull, Linearität und Hysterese von entscheidender Bedeutung. Da diese Fehler – wie oben erklärt- auf den Endwert, d. h. auf das Ausgangssignal bei voller Ausnutzung der Nennkraft bezogen werden, ist eine Verbesserung dieser Parameter besonders effektiv und erlaubt einen Einsatz des Kraftaufnehmers auch im so genannten Teillastbereich, d. h. eine Ausnutzung nur eines Teilbereichs der Nennkraft.